拉弯成型方法
拉弯是将板料的两边夹紧,利用凸模上顶对板料施加拉力,使板料产生不均匀拉应力和拉伸应变,随之板料与凸模贴合面逐渐扩展,直至与凸模型面完全贴合的弯曲方法。
拉弯方法主要适宜于弯曲材料塑性好、表面积大、曲度变化缓和光滑、质量要求高的双曲度飞机蒙皮,并在纵拉和横拉设备(表9-6)上采用纵向和横向两种方式将其拉弯成型。
表9-6 拉弯设备的主要技术规格

(一)单层蒙皮拉形
1.双曲度蒙皮的两种拉弯形式
如图9-15所示,双曲度蒙皮有纵向和横向两个曲度(图9-15a中的R1和R2),当蒙皮的纵曲度很小,横曲度相对较大时,适宜于横拉,即沿横曲度方向拉伸板料(图9-15b),并且只有横拉才能更有效地发挥拉伸的作用,使板料易于贴膜。
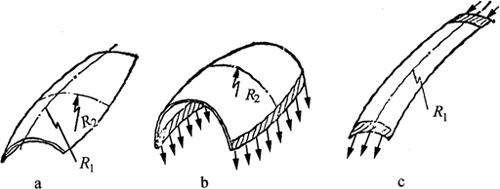
图9-15 蒙皮的两种拉弯形式
a.纵、横向两个曲度 b.横拉 c.纵拉
对于图9-15c所示的狭长蒙皮,虽然其纵向曲度比横向曲度小得多,但为了减少板料两端的夹紧余量(图9-15b、c中的影线面积),采用纵拉比较有利,如中型和大型飞机机身蒙皮的弯曲制造。
2.蒙皮的横拉工艺过程
如图9-16所示,蒙皮横拉过程可分为三个阶段。
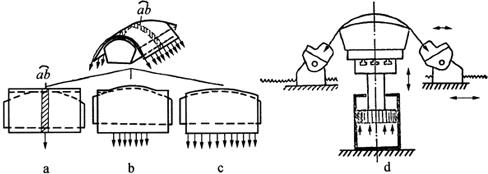
图9-16 蒙皮横拉过程及设备
a.开始阶段 b.中间阶段 c.终了阶段 d.横拉设备原理图
(1)开始阶段(图9-16a):(1)将长方形的毛料弯过凸模夹入两边的夹钳中,然后上升凸模,依靠台面的升降产生拉力,使毛料沿弧线ab与凸模脊背相接触,这时材料只受弯曲变形。
(2)中间阶段(图9-16b):毛料开始产生明显的不均匀拉伸,若将毛料沿横切面方向划分为无数条带,随着凸模上升,ab附近的条带即首先拉长与凸模脊背贴合。凸模继续上升,与之相邻的条带依次受到拉伸,也与模具表面贴合。循此渐进,直到最边缘的条带也与模具贴合为止,于是整个毛料的内表面就得到凸模表面的形状。
(3)终了阶段(图9-16c):毛料与模具表面完全贴合后,再将毛料继续作少量拉伸,使最边缘的材料所受的拉应力超过屈服点,尽量减少回弹,提高工件的成型准确度。
拉弯过程时,可将排成一排且固定不动的小夹钳,根据台面上模具的位置和形状(图9-16d中箭头所示方向)加以调节,使拉力的作用方向和凸模边缘相切。
3.蒙皮的纵拉工艺过程
蒙皮的纵拉过程可分为四个阶段,如图9-17所示。将毛料横向弯曲,装入机床夹钳的曲线钳口内(图9-17a)。然后纵向弯曲毛料,使毛料与凸模脊背成线接触,此时毛料的纵向长两边将因弯曲压应力的作用而失稳起皱,形成波纹,如图9-17b所示。
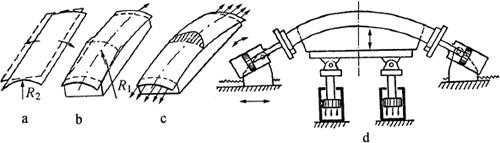
图9-17 蒙皮纵拉过程及设备
a.横向弯曲 b.纵向弯曲 c.纵向拉伸 d.纵拉设备原理图
随后再拉伸毛料,使与整个凸模表面吻合(图9-17c)。这一阶段与横拉相同,材料沿宽度方向的应力和应变分布极不均匀,中间脊背处的材料纤维延伸最多,而在两侧边缘处应变为零。
最后,少量增加拉力补拉毛料,使边缘的材料变形量超过屈服点。纵拉使用设备原理如图9-17d所示。
(二)多层薄板与组合拉形
生产中常用的拉弯成型方法有单层、多层和组合拉形三种。
(1)单层拉形:是指一张板料适用于一次拉弯成型的零件和纵向拉形的零件,以及多道拉弯工序的最后一道拉形工序。
(2)多层拉形:是指多张板料重叠起来一起拉弯,适用于最终工序之前的各道拉弯工序,必须满足设备技术规格要求。
(3)组合拉形:是指几个零件组合在一个拉形模具上,用一张板料同时成型。适用于材料牌号和厚度一致的零件,要求各零件之间须留出切割工艺余量20~50mm,且工艺余量与各零件型面要保持光滑流线。
- 税是什么意思
- 税是什么意思
- 税是什么意思
- 税是什么意思
- 税亩是什么意思
- 税亩是什么意思
- 税则归类是什么意思
- 税则归类是什么意思
- 税则目录是什么意思
- 税利是什么意思
- 税利分流是什么意思
- 税利分流是什么意思
- 税利分流是什么意思
- 税利分流是什么意思
- 税利分流、税后还贷是什么意思
- 税利合一是什么意思
- 税利合一是什么意思
- 税利合一是什么意思
- 税利合一是什么意思
- 税利合一论是什么意思
- 税利审计是什么意思
- 税利并存是什么意思
- 税利收入是什么意思
- 税制是什么意思
- 税制是什么意思
- 税制是什么意思
- 税制体系是什么意思
- 税制决策是什么意思
- 税制分类是什么意思
- 税制建立原则是什么意思
- 税制影响是什么意思
- 税制性双重征税是什么意思
- 税制性重复征税是什么意思
- 税制改革是什么意思
- 税制改革是什么意思
- 税制整顿是什么意思
- 税制构成要素是什么意思
- 税制模式是什么意思
- 税制模式是什么意思
- 税制结构是什么意思
- 税制结构是什么意思
- 税制结构理论是什么意思
- 税制要素是什么意思
- 税制要素是什么意思
- 税制调查会是什么意思
- 税制预测是什么意思
- 税前利润分配审计是什么意思
- 税前利润承包是什么意思
- 税前扣减利润是什么意思
- 税前还贷是什么意思
- 税前还贷是什么意思
- 税前还贷是什么意思
- 税前还贷是什么意思
- 税前还贷是什么意思
- 税前还贷是什么意思
- 税前还贷与税后还贷是什么意思
- 税务是什么意思
- 税务是什么意思
- 税务不予受理裁决书是什么意思
- 税务专业是什么意思