模锻件图的制定
7.2.1.1 分模线(面)的选择
分模面分为以下两类:
(1)平面分模面和对称弯曲分模面.
(2)不对称的弯曲分模面.
选择分模面应考虑下列主要条件:能自由地从模膛中取出锻件;最佳的金属充满模膛条件(镦粗比挤入更容易将金属充满模膛);力求减少余块和飞边损耗;简化模锻工艺和模膛制造工艺(如圆形短轴类锻件尽量选用圆形的分模面)等.
7.2.1.2 机械加工余量和尺寸公差确定
机械加工余量和尺寸公差确定见表7-13~表7-18.
表7-13锻件内孔直径的单边机械加工余量(JB3834—85)
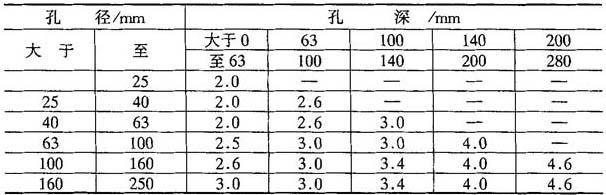
表7-14 模锻件内外表面加工余量(JB3834—85)
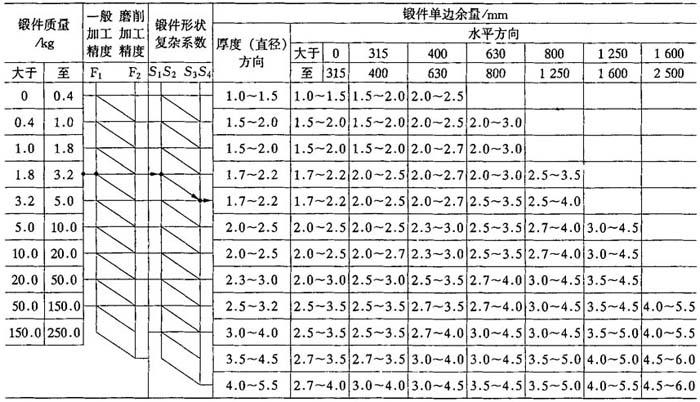
注:本表适用于热模锻压力机、模锻锤、平锻机及螺旋压力机上生产的模锻件
例:锻件质量为3kg,在16000kN热模锻压力机上生产,零件无磨削精加工工序锻件复杂系数S3,锻件长度480mm,查出该零件的余量:厚度方向1.7~2.2mm,水平方向:2.0~2.7mm.
表7-15 模锻件的长度、宽度、高度公差及错差、残留飞边量(普通级)(JB3834—85)
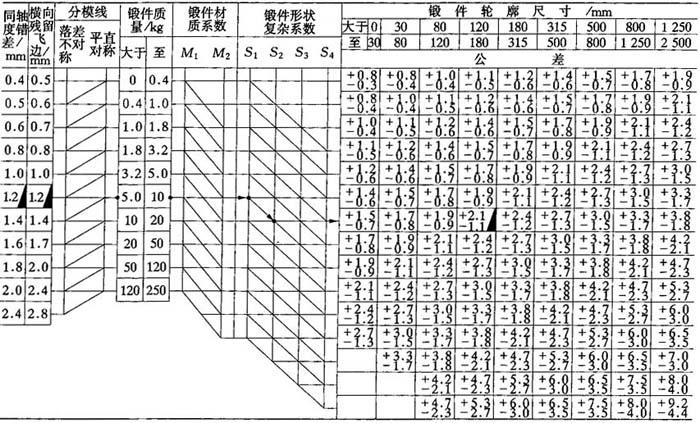
注:锻件高度台阶尺寸公差,按±1/2的比例分配.内表面尺寸公差,正负符号与表中相反.
例:当锻件质量为6kg、材质系数M1、锻件复杂系数S2、锻件尺寸160mm,平直分模线时各类公差查法.
表7-16 模锻件的长度、宽度、高度公差及错差、残留飞边量(精密级)(JB3834—85)
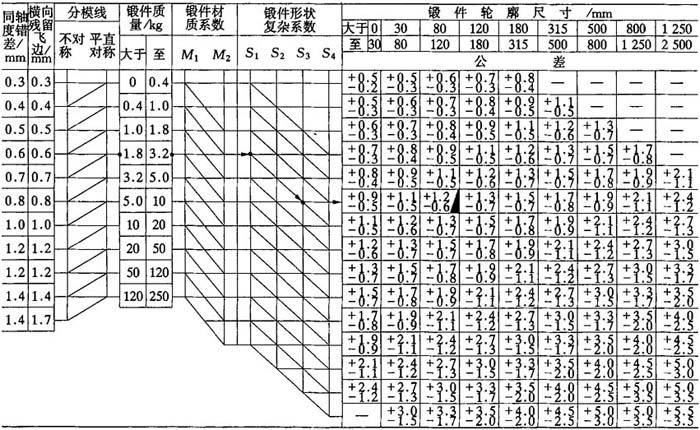
注:1.锻件的高度台阶尺寸公差按±1/2比例分配,锻件内表面尺寸公差正负符号与表中相反.
2.本表不适用于平锻机上生产的锻件
例:当锻件质量为3kg、材质系数为M1、复杂系数为S3、尺寸为120mm,平分模线时各类公差查法.
表7-17 模锻件的厚度公差及顶料杆压痕偏差(普通级)(JB3834—85)
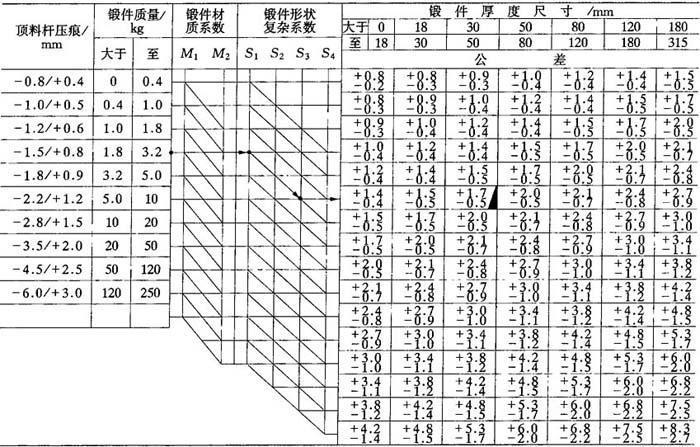
例:当锻件质量为3kg、材质系数为M1、锻件复杂系数为S3、锻件最大厚度尺寸为45mm、油炉加热时各类公差查法.
表7-18 模锻件的厚度公差及顶杆压痕公差(精密级)(JB3834—85)
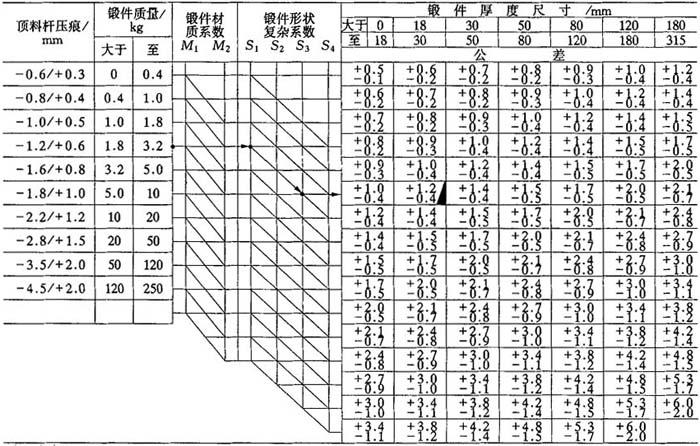
注:本表不适用于平锻机生产的锻件.
例:当锻件质量为3kg、材质系数为M1、锻件复杂系数为S3、锻件最大厚度尺寸为45mm、中频感应加热时各类公差查法.
7.2.1.3 模锻斜度
模锻斜度见表7-19、表7-20.
表7-19 锤上模锻件模锻斜度数值表(JB3835—85)
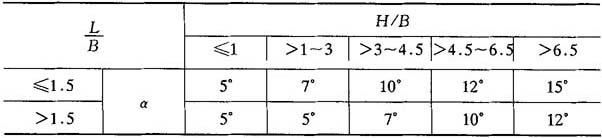
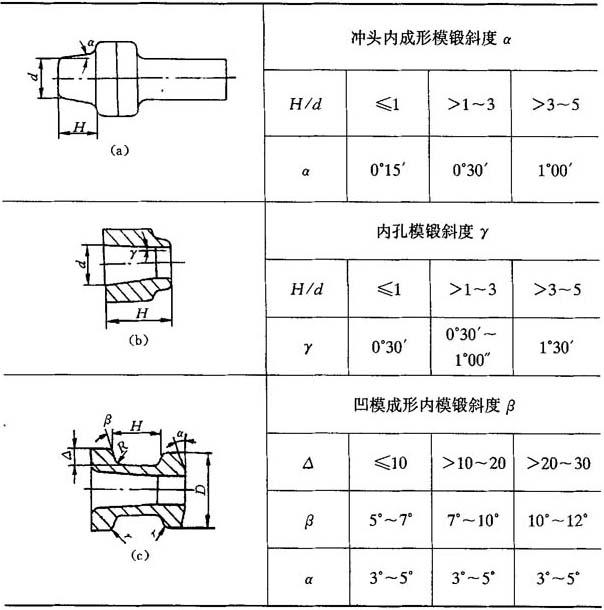
表7-20 平锻件各类模锻斜度数值表(JB3835—85)
7.2.1.4 圆角半径
圆角半径计算表见表7-21.
表7-21 圆角半径计算表(JB3835—85)
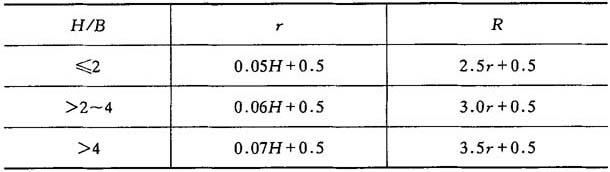
注:为了简化制造模具所用刀具的规格,圆角半径应按以下系列选用:1mm、1.5mm、2mm、2.5mm、3mm、4mm、5mm、6mm、8mm、10mm、12mm、15mm.圆角半径大于15mm时,逢5递增.
7.2.1.5 冲孔连皮
冲孔连皮如图7-1所示.
7.2.1.6 锻件的技术要求
凡有关锻件质量及其检验等问题,在图样中无法表示或不便表示时,均应在锻件图的技术要求中文字说明.
7.2.1.7 绘制锻件图的一般规定
绘制锻件图的一般规定为:
(1)绘制锻件图所采用的比例、字体、图线、剖面符号及其画法按GB126—74选用.
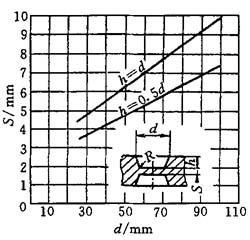
图7-1 冲孔连皮
(2)锻件图中锻件轮廓线用粗实线绘制;零件轮廓线用双点画线绘制;锻件分模线用点画线绘制.
(3)为了便于考虑机械加工余量的大校锻件尺寸数字应标注在尺寸线的中上方,零件相应部分尺寸数字标注在该尺寸线的中下方括号内.
(4)对模锻后有精压要求的锻件,在精压面尺寸线上标明精压尺寸与公差,并在精压尺寸上方注明精压前模锻尺寸与公差,再分别于该尺寸后注明“精压”和“模锻”.
(5)锻件图中标出第一道机械加工工序的定位基准面,以“V”表示.基准面的位置应由机械加工部门与锻造工艺部门协商确定.基准面应避免选在锻件分模线上.
(6)凡需热处理并有硬度要求的锻件均应在锻件图上标出检测硬度的位置,并以符号“dB”表示.
7.2.1.8 示例
绘制锻件图的示例如图7-2所示.
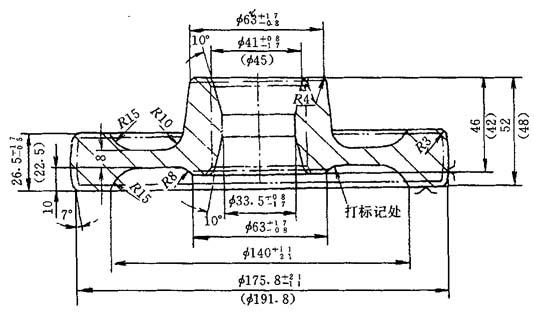
图7-2 齿轮锻件图
技术要求:1.未注明模锻斜度7°;2.未注明圆角半径R3mm;3.错差可达1mm;4.残留飞边可达1mm;5.平面度可达0.8mm;6.表面缺陷深度在加工表面不大于实际加工余量的1/2;不加工面不大于厚度公差的1/3;7.热处理硬度dB≥4.2~4.8(HB156~207);8.清除氧化铁皮
- 自我实现是什么意思
- 自我实现是什么意思
- 自我实现是什么意思
- 自我实现是什么意思
- 自我实现是什么意思
- 自我实现是什么意思
- 自我实现人的假设是什么意思
- 自我实现伦理学是什么意思
- 自我实现动机是什么意思
- 自我实现的人假设是什么意思
- 自我实现的需要是什么意思
- 自我实现者是什么意思
- 自我实现论是什么意思
- 自我实现论是什么意思
- 自我实现需要是什么意思
- 自我实现需要是什么意思
- 自我实现预言是什么意思
- 自我(康德)是什么意思
- 自我强化是什么意思
- 自我强化是什么意思
- 自我归类说是什么意思
- 自我得之,自我失之是什么意思
- 自我心理保健法是什么意思
- 自我心理学是什么意思
- 自我心理学与适应问题是什么意思
- 自我性别归类说是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识是什么意思
- 自我意识发展是什么意思
- 自我意识量表社交焦虑分量表是什么意思
- 自我意识障碍是什么意思
- 自我意识障碍性犯罪是什么意思
- 自我感觉是什么意思
- 自我扩张型青年是什么意思
- 自我指导是什么意思
- 自我指导训练是什么意思
- 自我接纳是什么意思
- 自我控制是什么意思
- 自我控制是什么意思
- 自我控制是什么意思
- 自我控制是什么意思
- 自我控制疗法是什么意思
- 自我控制能力是什么意思
- 自我控制过程是什么意思
- 自我描述问卷是什么意思
- 自我提高内驱力是什么意思
- 自我提高内驱力是什么意思
- 自我放松法是什么意思
- 自我效能是什么意思