1.原料皮
按不同产地,不同皮板厚薄组成生产批,分别投产。要求皮面较细,皮板较粗,纤维紧密,伤残少。
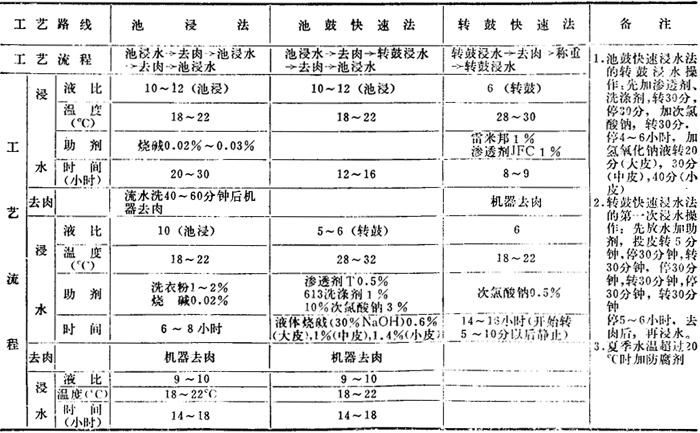
2.浸水
选用方法按表3-1进行(见84页)。
表3-1 山羊皮浸水
脱毛以后各工序分别按“甲、华北路山羊正鞋面革”或“乙、汉口路山羊正鞋面革”两种产品的工艺进行。
甲、华北路山羊正鞋面革
3.脱毛(涂灰碱法)
石灰液浓度 10°Bé
硫化钠浓度 20~28克/升
堆置时间 8~12小时
4.膨胀
液比 2~3
温度 18~22℃
硫化钠 4.5~5.5克/升(小皮) 6~7.5克/升(大皮)
石灰液浓度 6°Bé
时间 16~20小时(间歇转动2.5~3小时)
硫化钠用量应根据季节和原皮情况控制到最小量,达到小毛基本脱净为度。
5.水洗
流水转洗,冲去石灰液。
6.修边
7.削匀
厚度要求1.8~2.2毫米(双层)。
8.称重 作以下工序用料计算依据。
9.脱灰、软化
(1)水洗 流水洗至用酚酞指示剂检查表面呈微红色为止。
(2)脱灰软化
液比 1.5~1.9
温度 34~36℃
硫酸铵 0.4~0.5%
亚硫酸钠 0.6%
胰酶(25倍) 0.05~0.08%
转动时间 60~80分钟
浴液pH值 7.5~8.5
(3)水洗 流水洗15~20分钟,洗后控水。
10.浸酸
液比 0.4~0.6
温度 18~22℃
盐 2.5%
转5分钟
Z2型阳离子加脂剂 1.3%
草酸 0.25%(亦可用蚁酸)
硫酸(66°Bé) 0.25~0.38%
时间 5分钟
浴液pH值 3.5~4
11.铬鞣
液比 利用浸酸液
温度 18~22℃
30~35%碱度铬鞣液 折红矾1.5%
转10分钟
40~45%碱度铬鞣液 折红矾3%
苯二甲酸钠(相当于苯二甲酸酐0.5%)
转1.5~2小时
大苏打 2.5%(1~1.5小时加完)
小苏打 0.5~0.75%(1~1.5小时加完)
转2小时,停12~18小时,转15~20分钟,测pH值应为4左右。
12.中和
(1)流水洗15~20分钟(至水无蓝色)
(2)中和
液比 1.3~1.9
温度 35~38℃
小苏打 0.8~1.0%
转30分钟
(3)流水洗 20~30分钟
13.染色、乳液加油、填充
液比 1.5~2.5
温度 50~55℃
扩散剂N 0.25~0.38%
染料 1~2%左右〔配比参考附录一(七)5〕
转20分钟
A-1型合成加脂剂 3~3.8%
1号鱼油皮革加脂剂 0.6~1.25%
明胶 0.6%
转动30分钟
扩散剂N 0.25%
落叶松鞣剂 1.2~1.8%
柚柑鞣剂 1.2~1.8%
转动60分钟
蚁酸 0.25%
14.水洗、降温、出鼓、搭马。
15.贴板干燥
(1)干燥至含水分45%左右,堆置过夜。
(2)干燥温度 70~85℃
16.平展
17.晾干
18.回潮
闷水后平铺静置12~18小时。
19.拉软
20.修整
21.磨革
肉里磨净,四周边磨到,绒毛均匀。
22.扫灰尘
23.分路 按品种要求分路。
24.涂饰
(1)喷底层涂饰剂〔底层涂饰剂配比见附录一(八)4〕
(2)喷中层涂饰剂〔中层涂饰剂配比见附录一(九)4〕
底层喷二次,中层喷二次。
25.喷光亮剂 〔光亮剂配比见附录一(十)4〕
26.喷固定剂 〔固定剂配比见附录一(十一)〕
27.熨平
(1)采用平板熨平机
(2)温度 100~120℃
(3)压力 70~90公斤/厘米2
28.成品
乙、汉口路山羊正鞋面革
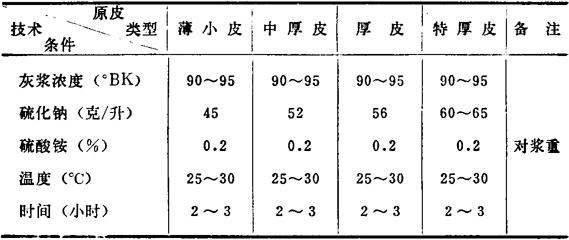
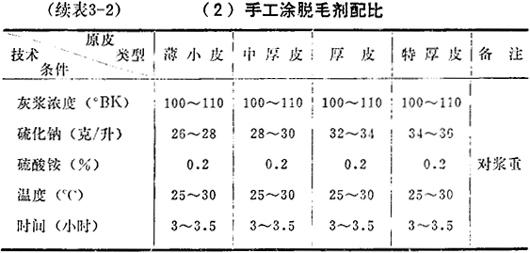
3.脱毛 喷(或涂)灰碱法(表3-2)
表3-2 (1)机器喷涂脱毛剂配比
4.膨胀
(1)转盐碱
液比 2
温度 24~26℃
盐 3%
硫化钠(克/升)
3.4~3.6(大皮)
3.6~4(中皮)
3.8~4.2(小皮)
转动 第一次转90分钟,停30分钟;
第二次转30分钟,停30分钟;
第三次转30分钟,停30分钟。
(2)转新灰
液比 2~2.5
温度 18~22℃
石灰液浓度 22~25°BK
转动 第一次转80分钟,停30分钟;
第二次转30分钟,停30分钟;
第三次转20分钟,停11~15小时。
出鼓前转动10分钟。
5.水洗 流水冲洗,洗静浮灰。
6.去肉 (在去肉机上进行)
7.称重脱灰
(1)称重
(2)水洗 流水洗20分钟。
(3)脱灰
液比 1.2~1.5
温度 27~30℃
盐酸 1~1.5%
硫酸铵 0.3%
锯木屑 1%
转动15~30分钟
要求浴液pH值为7.5~8.5,用酚酞指示剂检查切口,中心呈一线显红。
(4)水洗 流水洗20分钟。
8.软化
液比 1~1.2
温度 33~35℃
渗透剂JFC 0.04%
硫酸铵 0.3%
胰酶(25倍) 0.04~0.06%
1398蛋白酶制剂(1万单位/克) 0.8%
加少量锯木屑
转动 45~70分钟
要求浴液pH值8~8.5
在制品柔软光滑,有丝绸感,手指挤压后指纹清晰。
注意事项
❶ 软化15分钟后,测pH值,不符合要求即予调正。
❷ 冬季胰酶,1398蛋白酶同时加,夏季1398蛋白酶晚加30分钟。
❸ 软化结束后,倒去浴液,再流水洗20分钟。
9.浸酸
液比 0.8
温度 18~22℃
盐 7%
转5分钟
硫酸(66°Bé) 0.8%
转30分钟
要求浴液pH值为2.5~3
10.铬鞣
液比 利用浸酸液 ,10~15%碱度铬鞣液(折红矾3%)
,10~15%碱度铬鞣液(折红矾3%)
清水 50~70%
硫酸铝 0.8%
转动30分钟
测pH值应为3左右
红矾 1.2%(10倍水溶化)
转3小时
大苏打 5%(10倍水溶化,60~90分钟加完)
转3~4小时
测pH值应为4±0.1和收缩温度不低于100℃停12小时以上,转30~60分钟,出鼓堆置一天。
11.削匀 (挤水、转锯木屑、削匀)
厚度要求 0.8~1.2毫米
12.称重
13.复鞣 液比 1.4(利用废铬液)
温度 35~40℃
38~42%碱度铬鞣液(折红矾1.4%)
转1小时
小苏打 0.42~0.56%
转1小时,停12小时以上,再转15分钟,出鼓,过下工序。
14.中和
(1)水洗 流水洗 20~30分钟
(2)中和 液比 3.9
温度 33~35℃
小苏打 1~1.1%
转50~60分钟
(3)水洗 闷水洗2~3次,每次15~20分钟
液比 2
温度 25~30℃
甲基红指示剂检查,切口两侧各约 呈黄色。
呈黄色。
15.染色、乳液加油、填充
(1)染色(黑色)液比 1
温度 55~60℃
扩散剂N 0.14%
染料 2~3%左右〔干加,配比见附录一(七)5〕
转动时间 60分钟
(2)温水洗两次各15~20分钟
(3)乳液加油 液比 1.5
温度 55~60℃
明胶 0.7%(水溶后加)
转10分钟
乙萘酚0.4%(等量酒精溶后加)
硫酸化蓖麻油 2.8~5.6%
软皮白油 1.4%
合成加脂剂 1.4%
转60分钟
(4)植物复鞣填充 液比 利用加油液
温度 降至30~35℃
柚柑鞣剂 1.4%
扩散剂N 0.56%
转30分钟
(5)水洗,出鼓,搭马
16.平展、晾干 在平展机上进行至无褶皱纹印后晾干。至含水分20%以下,平铺堆置48小时以上。
17.回潮
(1)同潮后坯革含水分30~35%;
(2)回潮用水的配制硫酸化蓖麻油2.5~3份,合成加脂剂2.5~3倍,加60~65℃温水至100份;
(3)用喷雾器全张喷匀后平铺堆置2昼夜(或用手工揩涂)。
18.铲软 全张铲开,脊颈部多铲,腹软部少铲。
19.修边
20.磨面
21.除灰尘
22.涂饰
(1)刷底层涂饰剂〔底层涂饰剂配比见附录一(八)4〕
(2)熨平
(3)喷中层涂饰剂〔中层涂饰剂配比见附录一(九)4〕
(4)喷光亮剂〔光亮剂配比见附录一(十)4〕
(5)固定〔固定剂配比见附录一(十一)〕
操作 在密封室中进行,固定剂喷完后停放10小时以上,检查固定程度,达到要求后再停放12小时,进行熨平。
23.熨平
24.成品
- 皮休嘎木是什么意思
- 皮佐尔诺是什么意思
- 皮佑选集是什么意思
- 皮佑,让·雅克是什么意思
- 皮作琼是什么意思
- 皮佩尔是什么意思
- 皮傅是什么意思
- 皮儿是什么意思
- 皮克是什么意思
- 皮克是什么意思
- 皮克是什么意思
- 皮克是什么意思
- 皮克是什么意思
- 皮克是什么意思
- 皮克是什么意思
- 皮克(Wilhelm Pieck, 1876—1960)是什么意思
- 皮克公式是什么意思
- 皮克尔是什么意思
- 皮克希亚是什么意思
- 皮克特人(Picts)是什么意思
- 皮克罗斯是什么意思
- 皮克萨诺夫是什么意思
- 皮兰德娄是什么意思
- 皮兰德娄是什么意思
- 皮兰德娄是什么意思
- 皮兰德娄是什么意思
- 皮兰德娄(Luigi Pirandello, 1867—1936)是什么意思
- 皮兰德娄,路易吉是什么意思
- 皮兰德洛是什么意思
- 皮内尔是什么意思
- 皮内针是什么意思
- 皮内针是什么意思
- 皮内针疗法是什么意思
- 皮农是什么意思
- 皮冠招虞人是什么意思
- 皮凯尔是什么意思
- 皮切塔是什么意思
- 皮划艇是什么意思
- 皮划艇运动的发展是什么意思
- 皮利尼亚克是什么意思
- 皮勒是什么意思
- 皮勒塞因是什么意思
- 皮包公司是什么意思
- 皮包商是什么意思
- 皮千得是什么意思
- 皮博迪个人成就测验是什么意思
- 皮博迪图片词汇测验是什么意思
- 皮卡多是什么意思
- 皮卡比亚是什么意思
- 皮卢姆诺斯是什么意思
- 皮古是什么意思
- 皮古(Arthur Cecil Pigou,1877—1959)是什么意思
- 皮古列夫斯卡娅是什么意思
- 皮古,阿瑟·塞西尔是什么意思
- 皮叶克尼斯是什么意思
- 皮叶克尼斯是什么意思
- 皮名举是什么意思
- 皮哨子是什么意思
- 皮哨子是什么意思
- 皮囊是什么意思