热模锻压力机上模锻
7.3.2.1 热模锻压力机上模锻特点
1.设备特点
热模锻压力机采用整体床身或有预应力框架机身,宽偏心轴曲柄或斜楔机构传动导向滑块.行程速度较低,近似静压成形.其特点如下:
(1)刚性好,能承受较大的偏载;
(2)设备工作时震动校噪声低,劳动条件好,操作安全;
(3)行程固定,滑块和工作台之间的封闭高度在一定范围内可调;
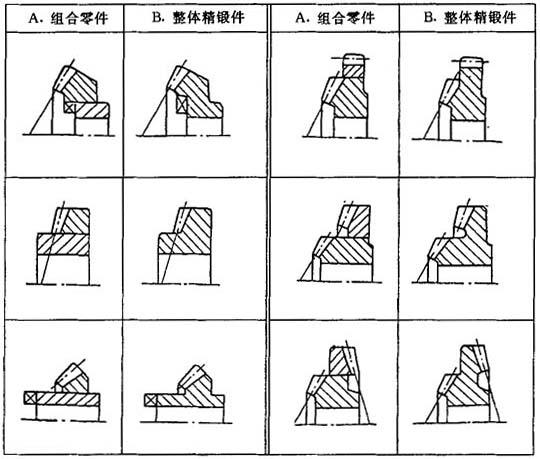
图7-8.组合零件及整体精锻件
(4)有大平面尺寸滑块、工作台;
(5)有多个工位,上、下顶料机构可调;
(6)易实现机械化、自动化.
2.模锻工艺特点
模锻工艺特点如下:
(1)刚性好,锻件精度高,能进行开式模锻,也可进行闭式模锻;
(2)可安排一模多件和多模膛模锻.大平面尺寸工作台可安排2~5个工步,小锻件可安排一模2~6件;
(3)滑块行程一定,速度低,操作简单;
(4)热模锻压力机上模锻每个工步在滑块一次行程中完成,变形量大,故需良好的模具设计来保证成形和锻件质量;
(5)热模锻压力机上锻模分为模架和模块.
另外,热模锻应具备一系列配套的设备和装置,要配备强大的模具制造能力,一次性投资高,维修保养要求高.
3.适用范围
适用范围如下:
(1)要求精度高、大批量连续生产和高生产率的模锻件.
(2)多工步、多模膛、形状比较复杂的模锻件.可顺序完成模锻成形和切边、冲孔等多工步的机械化、自动化.
(3)适用于各类热挤压、温挤压和多向模锻等.这类工艺在模锻锤上不能进行.
7.3.2.2 锻件分类与工艺分析
1.锻件分类
按锻件在产品中的功能分类时,锻件分为四类,即关键件、重要件、较重要件和一般件.其着重点在于锻件的内在质量
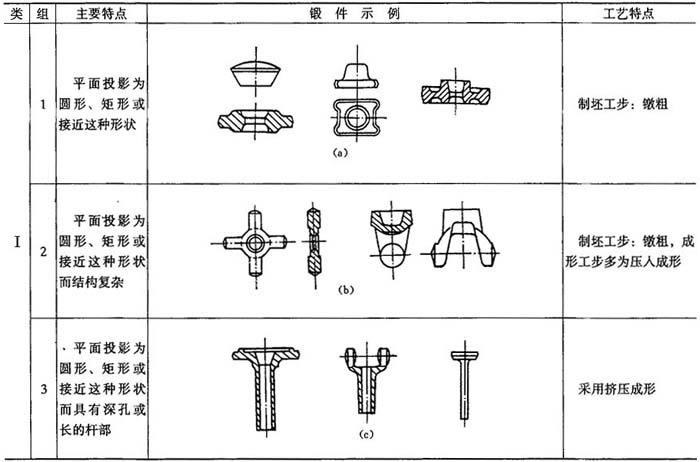
按模锻件成形的工艺性和复杂性分类时,锻件分类见表7-24.
2.工艺分析
①第Ⅰ类锻件
这类锻件包括轴对称件和平面对称件.在模锻时通常都采用镦粗工步,其作用为去除氧化皮,并且镦粗后的坯料能在变形过程中充满模膛和不产生折纹.
A.第Ⅰ类第1组
这组锻件的工艺如下:
(1)形状简单锻件,直接终锻成形.
(2)形状较简单锻件,采用预锻、终锻成形.
(3)带孔齿轮件,采用镦粗、终锻成形.
(4)薄壁锻件,采用镦粗、预锻、终锻成形.
B.第Ⅰ类第2组
这组锻件的工艺如下:
(1)叉形带盲孔锻件,采用镦粗、预锻、终锻成形.
(2)十字形带孔锻件,采用镦粗、模向挤压、终锻成形.
C.第Ⅰ类第3组
这组锻件带有深孔和细长杆部,须采用挤压成形工艺.
②第Ⅱ类锻件
这类锻件形状为长形.其模锻工步将按照沿长度方向主要截面的变化不同而有不同的工艺.
表7-24 锻件分类表
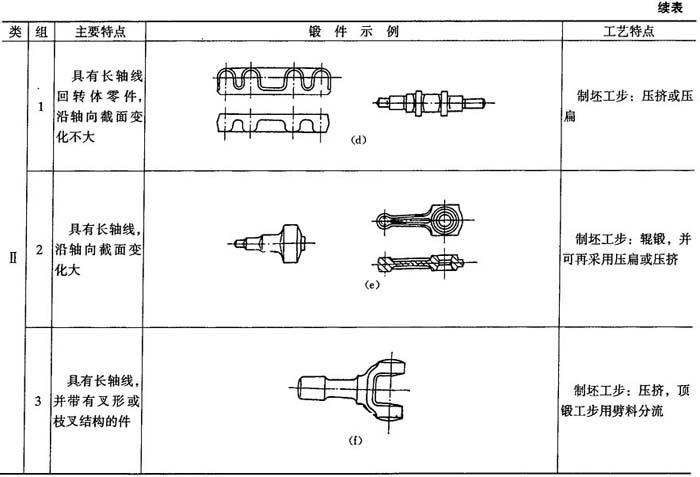
A.第Ⅱ类第1组
这组锻件沿锻件轴向主要截面积比小于1.6时,可不采用辊锻制坯工序而采用压挤工步.压挤工步挤压次数一般为1~3次.
B.第Ⅱ类第2组
这组锻件沿轴向主要截面积比大于1.6.其第一制坯工序应采用辊锻机或楔横轧或快速短行程压力机完成拔长工序
C.第Ⅱ类第3组
这组锻件形状一端具有叉形或枝叉.
对这组锻件应根据沿轴线主要截面变化情况按第Ⅱ类第1组或第2组的原则确定制坯工步.
这组锻件由于叉形和杆部形状不同,一般应采用压扁工步,使坯料能更好地覆盖住叉形内侧模膛和杆部能放在模膛内.
这组锻件必须有预锻工步,并且枝叉部位的预锻工步设计相应于终锻工步有较大区别,以保证金属充满模膛.
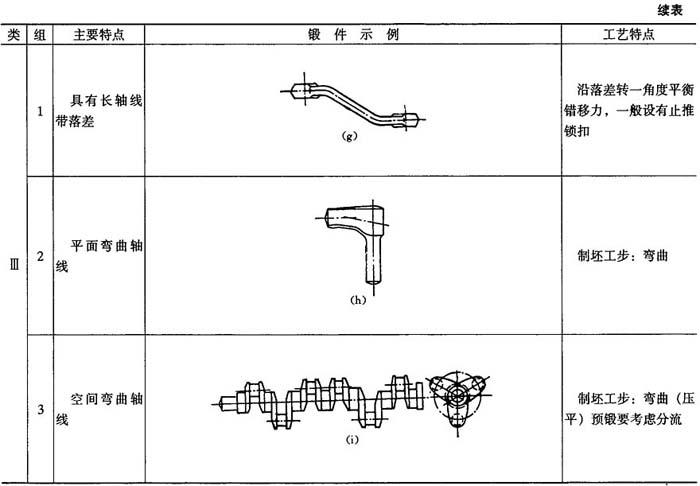
③第Ⅲ类锻件
这类锻件的特点是分模线或者锻件在平面投影图上呈弯曲形状.最复杂的分模线呈空间曲线.形状复杂,成形困难.
A.第Ⅲ类第1组
这组锻件分模线呈弯曲形状,形成落差.其模锻工艺可按第Ⅱ类相类似选择工步.
B.第Ⅲ类第2组
这组锻件的平面投影图具有急剧弯曲的轴线,必须有弯曲制坯工步.
C.第Ⅲ类第3组
该组的代表锻件为6个曲柄在空间互成120°角的曲轴.曲轴锻件的模锻工步,沿锻件长度方向的主要截面积比大于1.6以上,应考虑辊锻制坯、弯曲制坯.如果采用方形坯料或辊锻的坯料,可采用压扁,以减小坯料高度、增大宽度,使宽度方向尽可能盖住远离主轴线的模膛,保证充满模膛和防止折纹.
- 刑部十三案是什么意思
- 刑部十三清吏司是什么意思
- 刑部司是什么意思
- 刑部司务厅是什么意思
- 刑部司员外郎是什么意思
- 刑部司郎中是什么意思
- 刑部员外郎是什么意思
- 刑部大堂是什么意思
- 刑部奏定新章是什么意思
- 刑部奏疏是什么意思
- 刑部定夺案是什么意思
- 刑部尚书是什么意思
- 刑部帐籍案是什么意思
- 刑部式是什么意思
- 刑部当月处是什么意思
- 刑部捕盗案是什么意思
- 刑部掌固是什么意思
- 刑部检校是什么意思
- 刑部检法官是什么意思
- 刑部检法案是什么意思
- 刑部比照加减成案是什么意思
- 刑部比照加减成案续编是什么意思
- 刑部汉档房是什么意思
- 刑部法直官是什么意思
- 刑部注籍点检案是什么意思
- 刑部清档房是什么意思
- 刑部照磨是什么意思
- 刑部狱(监)是什么意思
- 刑部监是什么意思
- 刑部监狱是什么意思
- 刑部督催所是什么意思
- 刑部秋官是什么意思
- 刑部纠察案是什么意思
- 刑部详断官是什么意思
- 刑部详覆习学公事是什么意思
- 刑部详覆官是什么意思
- 刑部详覆案是什么意思
- 刑部说帖揭要是什么意思
- 刑部进拟案是什么意思
- 刑部追毁案是什么意思
- 刑部郎是什么意思
- 刑部郎中是什么意思
- 刑部随时拨却不行案是什么意思
- 刑部随时拨却行案是什么意思
- 刑部颁降案是什么意思
- 刑部饭银处是什么意思
- 刑释是什么意思
- 刑重而必、赏厚而信是什么意思
- 刑錯是什么意思
- 刑错是什么意思
- 刑错不用是什么意思
- 刑门是什么意思
- 刑隶是什么意思
- 刑靡定法, 律无正条, 徽纆妄施, 手足安措。是什么意思
- 刑韫斯是什么意思
- 刑馀是什么意思
- 刑马是什么意思
- 刑马作誓是什么意思
- 刑马作誓;歃血为盟是什么意思
- 刑鼎是什么意思