轧花机cotton gin
将籽棉分离成皮棉和棉籽的机器。每根棉纤维在籽棉上的连结力一般是纤维抗拉力的40~60%,所以正常的轧花作业不会损伤或轧断棉纤维。轧花机按工作原理分为皮辊轧花机和锯齿轧花机。
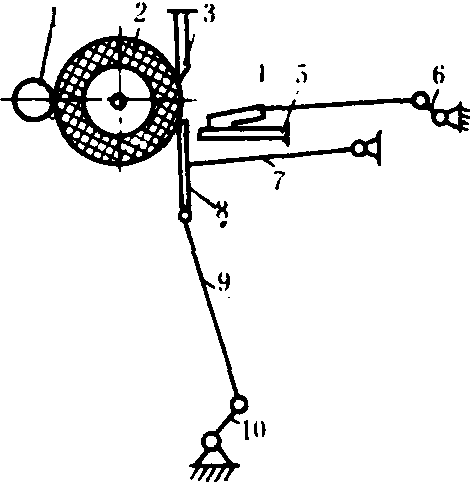
图1 冲刀式皮辊轧花机工作原理图
1.拨棉辊; 2.皮辊;3.定刀;4.推花板;5.棉籽栅;6.推花板曲轴;7.撑杆;8.动刀;9.连杆;10.动刀曲轴
皮辊轧花机有多种型式。常用的是冲刀式皮辊轧花机,其结构及工作原理如图1所示。当籽棉被喂入推花板前端的棉籽栅上时,推花板作前后往复运动,将籽棉推向定刀和动刀之间的皮辊表面,定刀对皮辊有适当压力,动刀依靠曲轴的转动作上下往复运动,配合推花板冲击籽棉,旋转的皮辊表面粗涩而富有弹性,将籽棉上的长纤维牵引至定刀口内,附在皮辊表面转出,落入集棉箱,棉籽被阻隔在定刀口,经棉籽栅落下。由于皮辊轧花机是依靠皮辊转动拉取棉纤维,作用力比较缓和,不易拉断棉纤维,而且棉结、索丝少,轧花质量好,所以适合加工长绒棉,但工作效率低,轧出的皮棉色泽较差。
皮辊轧花机皮辊一般为钢轴外包木材作衬,外层主要用旧轮胎或胶布条,也可用脱脂牛皮或牛皮夹橡胶带裹紧。所轧皮棉等级与皮辊材料摩擦系数大小有关。常用的皮辊轧花机的皮辊长度有400、600、700、800、900毫米等规格,前2种一般用作收购棉花时的衣分试轧,后3种用以加工长绒棉和低级棉。有些国家还有较大型的皮辊轧花机(皮辊长1016~1232毫米)、滚刀式皮辊轧花机和双皮辊双冲刀轧花机,用以提高生产率。滚刀式皮辊轧花机主要是用滚刀代替冲刀式皮辊轧花机的动刀,使产量大幅度提高,主要用于加工纤维长度为32毫米以上的棉花。
锯齿轧花机 常用的有毛刷式和气流式两种类型。锯齿轧花机的主要部件是锯片辊筒,由若干锯片和隔圈间隔安装在轴上,两端装有压环,用螺母固定。锯齿辊筒转速为700~850转/分。一般锯片直径为320毫米,厚度1毫米,齿数为304齿,齿形角20°。锯齿轧花机的生产率常以每个锯片每小时皮棉产量——片时产量表示。
毛刷式锯齿轧花机 由清花、轧花、集棉3个主要部分组成(图2)。送入盛花斗的籽棉.由喂花辊均匀地喂入,受到清花刺辊的冲击而松解,部分杂质通过排杂网由排杂螺旋排出,完成清花作业; 抖松的籽棉沿淌花板进入前厢,再由拨花翼辊送至伸出阻壳肋条的锯片钩取,随锯片旋转而带人中厢,形成转动的籽棉卷; 锯片从轧花肋条排的间隙中将籽棉卷中的纤维钩出并送入后厢,由于相邻肋条间隙(2.7~3.0毫米)小于棉籽的短径,只能让锯片和棉纤维通过,而棉籽被肋条阻留在中厢内,使其与棉纤维分离,完成轧花过程。锯片上钩取的棉纤维被反向高速旋转的毛刷辊筒刷下,经皮棉管道送往集棉尘笼或直接由皮棉管道送往打包机打包;或进入皮棉清理机。纤维中残留的不孕籽、破籽壳等杂质,一部分通过轧花机肋条抛向前挡风板,从锯片间落下;一部分被毛刷辊筒刷下后,在排杂调节板前与纤维分离,抛出机外。
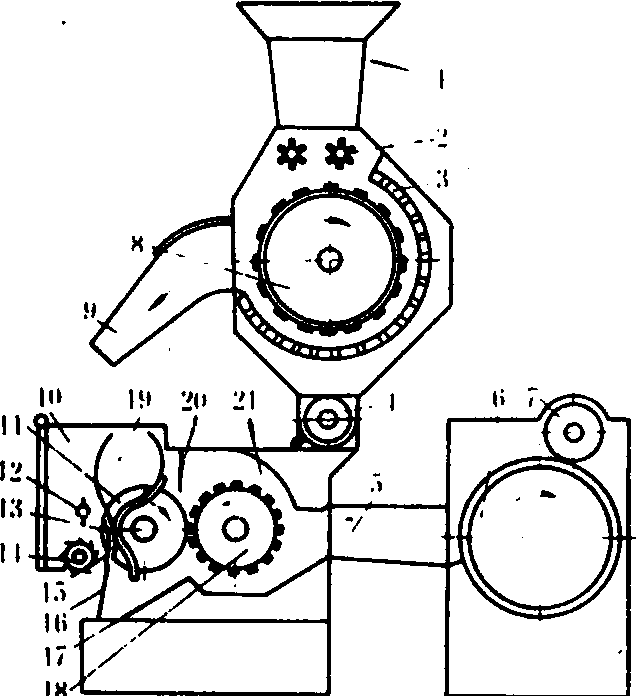
图2 毛刷式锯齿轧花机
1.盛花斗; 2.喂花辊; 3.排杂网; 4.排杂螺旋; 5.皮棉道; 6.集棉尘笼; 7.压棉辊; 8.清花刺辊; 9.出花口; 10.前厢; 11.锯片辊筒; 12.拨花翼辊; 13.轧花肋条排; 14.拨花刺辊; 15.阻壳肋条排; 16.淌籽板;17.排杂调节板; 18.毛刷辊筒; 19.中厢; 20.前挡风板; 21.后厢
气流式锯齿轧花机 与毛刷式锯齿轧花机的区别仅在其刷棉部分。当被锯片钩取的棉花纤维通过轧花肋条间隙,旋转到风嘴时,由储气箱经风道吹来的高速气流(风压4~5千帕)将纤维吹下,从受棉口经皮棉管道送往皮棉清理机或打包机。纤维中的杂质分别由吸不孕籽风嘴和下排杂刀处排出。
锯齿轧花机主要优点是生产率高、能耗低、占地面积小,一般1台80片锯齿轧花机产量相当于10台700毫米皮辊轧花机的产量。加工同等级籽棉,色泽好,皮棉含杂少,短绒率低,棉纤维整齐度高。但在轧制长绒棉时,不易保证纤维长度。为此,20世纪80年代末,已开始研制片时产量高(超过10千克)、全封闭防尘(机器周围空气中含尘量不超过10毫克/米3)、能耗少(每百千克皮棉耗电量不大于3.5千瓦小时)的锯齿轧花机。尤其注重提高机器本身性能、改进工作厢结构、合理配套辅助设备等方面的研制,从整体上提高轧花效率和轧花质量。
- 一、资源状况是什么意思
- 一、资金投入情况是什么意思
- 一、资金来源是什么意思
- 一、边境贸易的发展历程是什么意思
- 一、辽宁省农业科学院是什么意思
- 一、辽宁省农村工作办公室是什么意思
- 一、辽宁省农村工作办公室所属企事业单位是什么意思
- 一、近代农业服务的发展是什么意思
- 一、近代农村经济发展历程是什么意思
- 一、近代农村经济发展概况是什么意思
- 一、进出口贸易概况是什么意思
- 一、进口贸易是什么意思
- 一、进行农村经济体制改革,完善农村经营体制是什么意思
- 一、远古时期的广东农业是什么意思
- 一、连及断取是什么意思
- 一、连续异称是什么意思
- 一、追述示现是什么意思
- 一、递升是什么意思
- 一、通用是什么意思
- 一、道是什么意思
- 一、道三义是什么意思
- 一、郑州旅游区是什么意思
- 一、部属农业科学研究机构是什么意思
- 一、释言式换述是什么意思
- 一、重庆旅游区是什么意思
- 一、重点企业发展状况是什么意思
- 一、金融一般是什么意思
- 一、金融市场概念是什么意思
- 一、金融监管的概念及理论基础是什么意思
- 一、金融统计概念是什么意思
- 一、金融范畴的形成是什么意思
- 一、金陵形胜夸天下是什么意思
- 一、银川、银北旅游区是什么意思
- 一、银川市是什么意思
- 一、长度、面积、体积换算是什么意思
- 一、长春、四平、白城旅游区是什么意思
- 一、长春市是什么意思
- 一、长江上中游柑橘带项目是什么意思
- 一、长沙市是什么意思
- 一、长沙旅游区是什么意思
- 一、问号处应该填什么?是什么意思
- 一、阿尔泰山南坡牧林水产区是什么意思
- 一、陆地演变与地貌类型是什么意思
- 一、陈家洛唱曲是什么意思
- 一、陕甘宁边区医药卫生事业是什么意思
- 一、陕甘宁边区的农村文化是什么意思
- 一、陕甘宁边区的合作事业是什么意思
- 一、陕西省农业发展办公室是什么意思
- 一、陕西省农业发展办公室所属县级以上事业单位是什么意思
- 一、集市贸易发展历程是什么意思
- 一、集贸市场是什么意思
- 一、集贸市场的发展历程是什么意思
- 一、集贸市场的演变是什么意思
- 一、雕率是什么意思
- 一、霍青桐:爱情上最能替他人着想的人是什么意思
- 一、青海大学是什么意思
- 一、面授是什么意思
- 一、革命根据地的农村基层政权组织是什么意思
- 一、革命老根据地建设是什么意思
- 一、音乐是什么意思