美国低合金钢焊丝和填充丝标准概述
美国低合金钢焊丝和填充丝标准ANSI/AWS A5.28-1996《气体保护焊用低合金钢焊丝和填充丝标准》规定了对金属极气体保护焊(GMAW)、钨极气体保护焊(GTAW)和等离子弧焊(PAW)用的低合金钢焊丝(实心焊丝、组合绞合和组合金属芯焊丝)和填充丝(实心焊丝)的分类要求。标准中的实心焊丝按焊丝的化学成分和焊缝金属的力学性能分类。按该标准分类的焊丝和填充丝适用于气体保护焊,但不妨碍在其他适合的工艺方法、保护气体或混合气体中使用这类焊丝和填充丝。
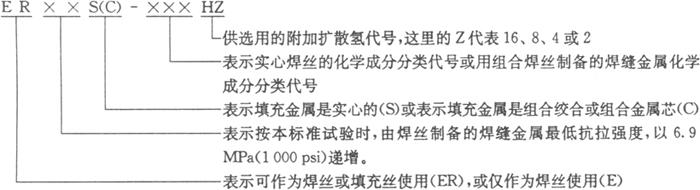
在AWS A5.28标准中,焊丝型号的表示方法与其他标准一样,字母“ER”表示填充金属可以用来作为焊丝,也可以是填充丝,ER后面的数字(70,80,100或120等)代表焊缝金属要求的最低抗拉强度,以6.9MPa(1000psi)递增;最低抗拉强度是按标准中的焊接条件,采用该焊丝焊成的试验焊缝所测定的。字母“S”代表实心焊丝,字母“C”代表绞合和组合金属芯焊丝。短划后的后缀在实心焊丝和填充丝的情况下,代表填充金属本身的化学成分;而在组合绞合或组合金属芯焊丝的情况下,代表在某些试验条件下的焊缝金属化学成分。代号后也可再加上供选用的附加扩散氢代号(如H16、H8、H4或H2),它表示按本标准进行试验时,焊丝每100g焊缝金属中最大扩散氢含量为16mL、8mL、4mL或2mL。
焊丝型号举例如下:
由于我国基本上没有采用组合绞合和组合金属芯焊丝,所以这里仅介绍AWS A5.28标准中的实心焊丝和填充丝。表2.3-5、表2.3-6和表2.3-7分别列出实心焊丝和填充丝的化学成分、拉伸试验和冲击试验要求。预热温度、层间温度和焊后热处理温度基本同表2.3-4,但其中ER805-B6、ER805-B8和ER905-B9的预热温度和层间温度分别为175~230℃、205~260℃和150~260℃,而焊后热处理温度均为730~760℃。
表2.3-5 美国低合金钢气体保护焊焊丝化学成分(ANSI/AWS A5.28-96)
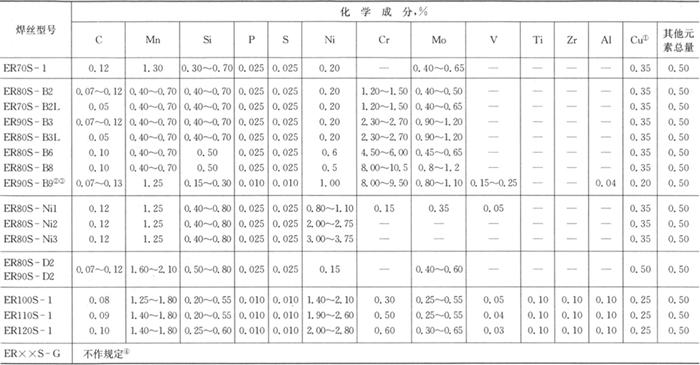
注:①焊丝和填充丝镀层中的含铜量加上填充金属本身的含铜量不应超过所列的极限值。
②铌(钶)0.02%~0.10%。
③氮0.03%~0.07%。
④为满足G类别的要求,焊丝必须具有下列元素中的一种或多种的最低值:0.50%Ni、0.30%Cr或0.20%Mo。
表2.3-6 美国低合金钢气体保护焊焊丝熔敷金属力学性能(ANSI/AWS A5.5-1996)
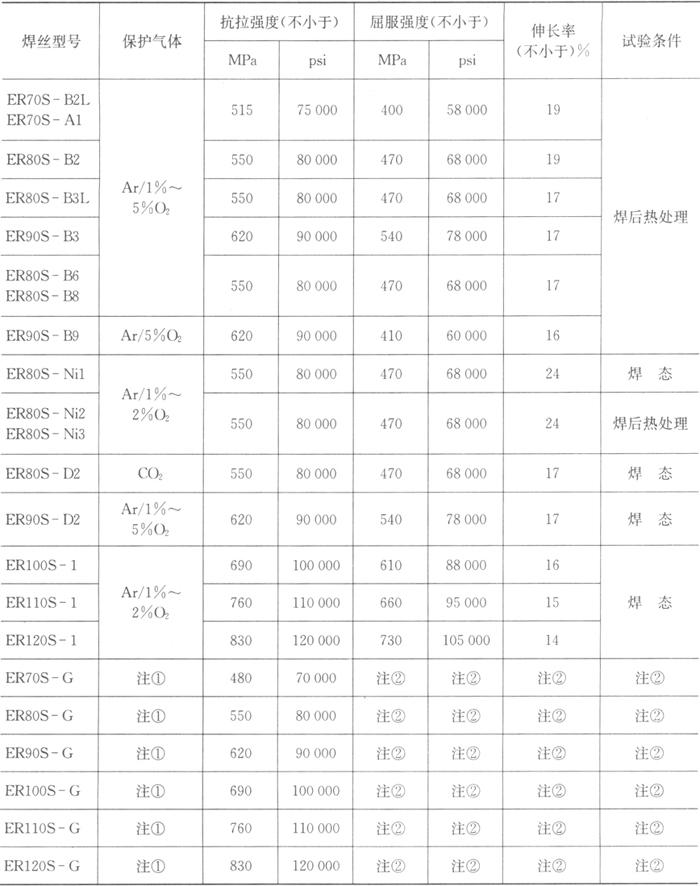
注:①保护气体由供需双方商定。
②不作规定(由供需双方商定)。
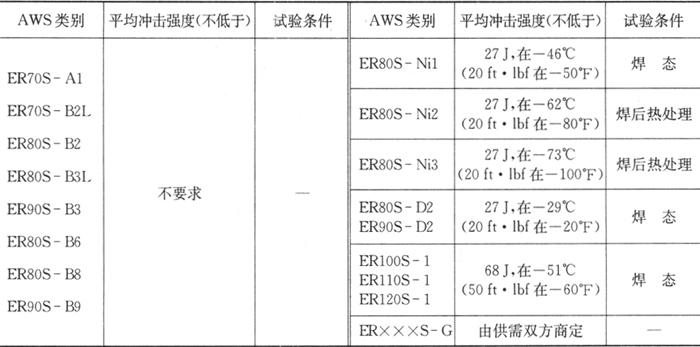
表2.3-7 美国低合金钢气体保护焊焊丝熔敷金属冲击试验要求(ANSI/AWS A5.5-1996)
- 鱼潜疑刻石,沙暗似沉灰。是什么意思
- 鱼潭会是什么意思
- 鱼灯是什么意思
- 鱼灯是什么意思
- 鱼狗是什么意思
- 鱼狗是什么意思
- 鱼狗是什么意思
- 鱼玄明墓志是什么意思
- 鱼玄明墓誌是什么意思
- 鱼玄机是什么意思
- 鱼玄机是什么意思
- 鱼王是什么意思
- 鱼生是什么意思
- 鱼生是什么意思
- 鱼用中草药是什么意思
- 鱼病学是什么意思
- 鱼病学是什么意思
- 鱼病学是什么意思
- 鱼病识别与防治彩色图册是什么意思
- 鱼病诊断与防治手册是什么意思
- 鱼病防治是什么意思
- 鱼白是什么意思
- 鱼皮是什么意思
- 鱼皮装饰革是什么意思
- 鱼盐市井三吴俗,番岛舟航十丈樯。杨柳连堤鹅鸭聚,家家茅屋似淮乡。是什么意思
- 鱼目混珠是什么意思
- 鱼目混珠是什么意思
- 鱼目混珠是什么意思
- 鱼目混珠是什么意思
- 鱼目混珠是什么意思
- 鱼相忘乎江湖,人相忘乎道术是什么意思
- 鱼盾是什么意思
- 鱼眼草是什么意思
- 鱼眼草是什么意思
- 鱼眼草是什么意思
- 鱼眼草根是什么意思
- 鱼眼草根是什么意思
- 鱼石散是什么意思
- 鱼石散是什么意思
- 鱼石脂是什么意思
- 鱼石脂[典]是什么意思
- 鱼符是什么意思
- 鱼篮会是什么意思
- 鱼篮宝卷是什么意思
- 鱼篮观音是什么意思
- 鱼米之乡是什么意思
- 鱼类是什么意思
- 鱼类丰满度是什么意思
- 鱼类人工受精是什么意思
- 鱼类人工繁殖是什么意思
- 鱼类含脂量是什么意思
- 鱼类奇观是什么意思
- 鱼类学是什么意思
- 鱼类学(形态·分类)是什么意思
- 鱼类年龄组成是什么意思
- 鱼类怀卵量是什么意思
- 鱼类性腺成熟度是什么意思
- 鱼类成熟系数是什么意思
- 鱼类摄食强度是什么意思
- 鱼类毒素是什么意思