软管
以聚氯乙烯为主体,增塑剂含量在20份以上(一般为40~60份)的塑料所制成的管材称为聚氯乙烯软质管材(简称软管)。常用的软管内径为1~40mm。软管的挤出,根据挤出时出料的方向不同,可分为平挤垂拉法和平挤平拉法两种,其工艺流程分别如图4-2-12和图4-2-13所示。
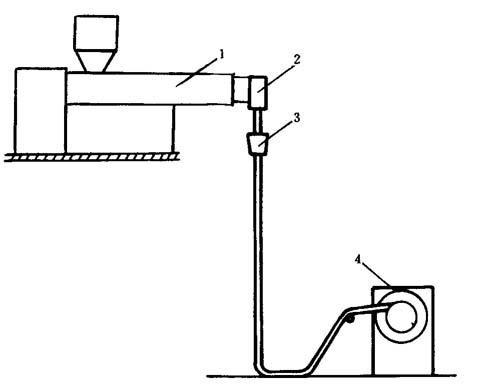
图4-2-12 平挤垂拉法工艺流程
1-挤出成型机 2-直角机头 3-冷却水斗 4-卷取装置
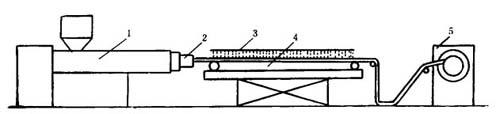
图4-2-13 平挤平拉法挤出工艺流程
1-挤出成型机 2-机头 3-喷淋冷却 4-牵引装置 5卷取装置
(一)机头
机头的类型和结构基本上与硬管机头相同,可参见硬管挤出成型。因软管聚氯乙烯一般含有40~60份增塑剂,熔体粘度较硬聚氯乙烯为低,故机头部件的设计有所不同,其经验数据如下:
①芯模锥头扩张角α一般取60°~90°。
②机头压缩比为5~15。
③口模平直部分长度取L1=(10~20)t,t为模口间隙。
④口模内径d=d1+kt1;芯模外径d1=D+kD
式中 d——口模内径(mm)
d1——芯模外径(mm)
t1——软管壁厚(mm)
D——软管内径(mm)
k——管子纵向拉伸的经验值(垂直法取0.3~0.8;平拉法取0~0.5;通过试差法加以修正)
kD——经验值
(二)辅机
1.冷却与牵引
平拉法软管一般采用配有喷淋冷却的运输带牵引装置,见图4-2-14。有无级变速器调节牵引速度。
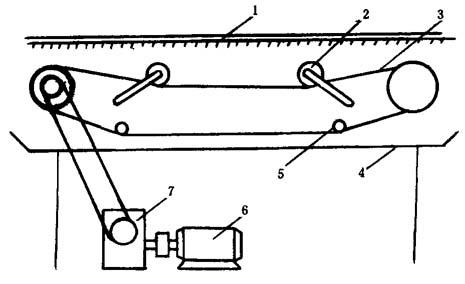
图4-2-14 运输带牵引装置示意图
1-喷淋冷却 2-压管辊 3-运输带 4水槽 5-松紧调节装置 6-电机 7-变速箱
运输带和调压辊应设计成弧形,以便管材在牵引过程中基本保持圆形。运输带可用橡胶带、粗呢或帆布制成,轴承和压辊可用木制或耐腐蚀材料制造。
较大的软管也可采用辊轮式牵引机,管材挤出后应先通过喷淋冷却装置,经充分冷却后,再上牵引机。
平挤垂拉法可由管材自重进行拉伸,并用夹层水斗冷却。水斗一般用白铁皮锡焊制成,见图4-2-15。冷却水由水斗内层小孔喷出。为使软管冷却均匀一致并增加冷却效果以便控制垂拉度,常在喷眼和管材间敷纱布和棉纱条。水斗尺寸以不妨碍管材自垂盘圈为宜。管材下垂以能盘成圆形为好,否则应重新调正偏心。
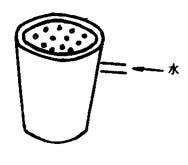
图4-2-15 冷却水斗
平挤垂拉法软管的直线运行部分应冷至40℃以下,然后经带半圆槽的主动胶辊就能改变方向并将软管送入卷取装置。
2.卷取装置
软管一般采用间歇卷取装置,有水平收卷和垂直收卷两种。国内有适用Φ6~Φ50mm范围内壁软管的冷却和收卷成套设备,牵引速度和收卷速度为0.33~10m/min,能无级调速。
(三)配方及工艺
1.配方
采用的配方应按软管用途和性能的要求,结合原料供应情况和成本以及加工工艺等具体情况进行考虑。配方举例见表4-2-13。有关助剂的选用可参照第二章。
表4-2-13 软管配方举例
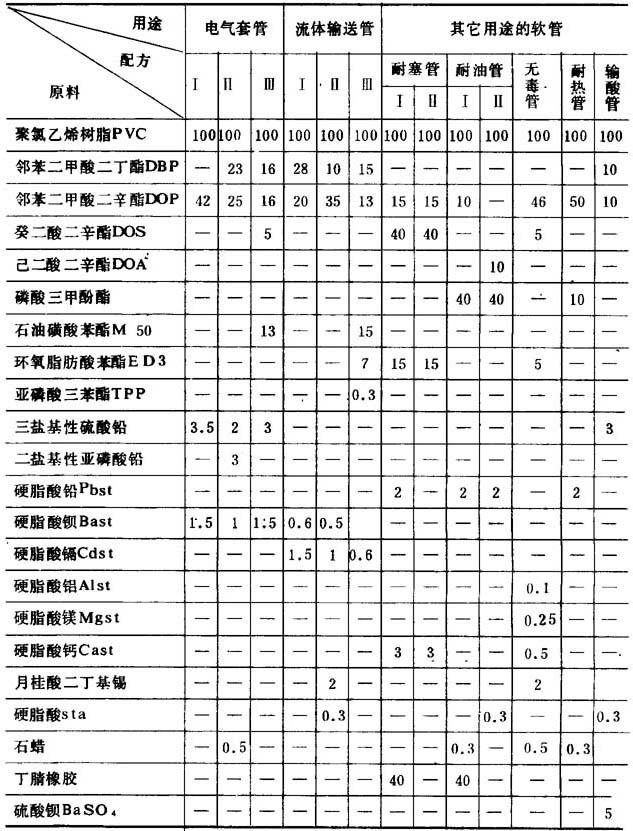
①聚氯乙烯树脂电气套管为XJ-1,XJ-2型;液体输送套管为XJ-2、XJ-3型;其它用途的软管为XJ-2,XJ-3型。
2.工艺条件
软管生产工艺基本上与硬管相同。挤出温度比硬管约低10~20℃,至于具体各点温度随设备、配料等不同而异,具体加工温度参见表4-2-14。
表4-2-14 粒料加工温度参考

使用的螺杆系等距不等深的渐变型螺杆,长径比≥20,压缩比2.5~4(在挤出粉料时应选用较大值),同时应适当增加机头压力。如采用丁腈橡胶改性时,应先经两辊在120℃辊压混炼、造粒后使用。
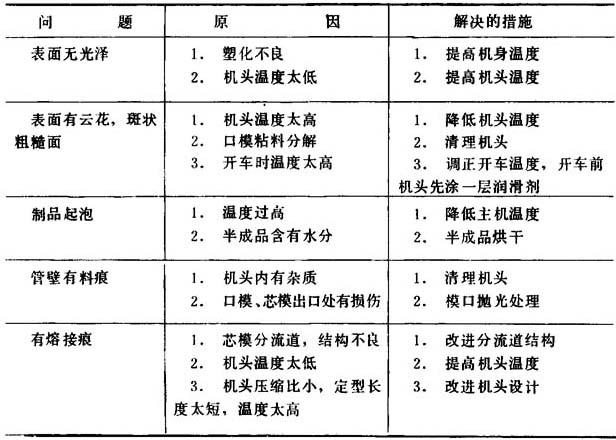
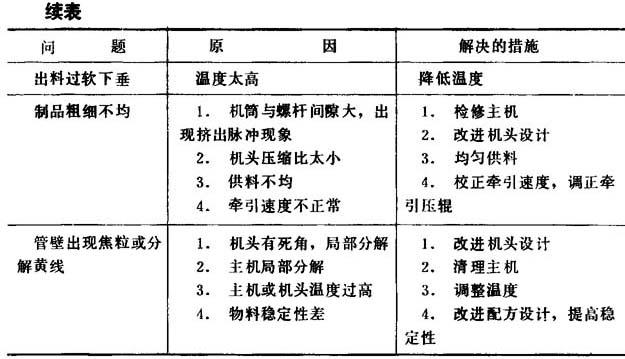
(四)操作中出现的问题、原因和解决的措施
表4-2-15 操作上出现的问题、原因和解决的措施
- 着陆方向灯是什么意思
- 着陆模拟是什么意思
- 着陆气象条件是什么意思
- 着陆滑跑距离是什么意思
- 着陆灯是什么意思
- 着陆碰撞是什么意思
- 着陆能见度是什么意思
- 着陆襟翼是什么意思
- 着陆许可是什么意思
- 着陆距离是什么意思
- 着陆载荷测量是什么意思
- 着陆速度是什么意思
- 着陆雷达是什么意思
- 着陆雷达站是什么意思
- 着隔日子是什么意思
- 着难是什么意思
- 着雨是什么意思
- 着雨夺是什么意思
- 着雨湘是什么意思
- 着雷打是什么意思
- 着霍是什么意思
- 着青惊是什么意思
- 着靠是什么意思
- 着靠儿是什么意思
- 着面儿是什么意思
- 着革是什么意思
- 着革年子是什么意思
- 着鞭是什么意思
- 着鞭在先是什么意思
- 着题是什么意思
- 着颜色是什么意思
- 着风是什么意思
- 着风了是什么意思
- 着风吹倒了是什么意思
- 着风攥着了是什么意思
- 着饥是什么意思
- 着饥荒是什么意思
- 着饿是什么意思
- 着饿鬼是什么意思
- 着骂是什么意思
- 着魔是什么意思
- 着魔神是什么意思
- 着麻衣是什么意思
- 着(来)是什么意思
- 着:是什么意思
- 着𠲥是什么意思
- 着𥇰是什么意思
- 睁是什么意思
- 睁
.jpg) 是什么意思
是什么意思 - 睁
.jpg) 是什么意思
是什么意思 - 睁
.jpg) 是什么意思
是什么意思 - 睁
.jpg) 是什么意思
是什么意思 - 睁
.jpg) 是什么意思
是什么意思 - 睁
.jpg) 是什么意思
是什么意思 - 睁
.jpg) 是什么意思
是什么意思 - 睁
.jpg) 是什么意思
是什么意思 - 睁
.jpg) 是什么意思
是什么意思 - 睁一只眼闭一只眼是什么意思
- 睁一只眼,合一只眼是什么意思
- 睁一只眼,闭一只眼是什么意思