数控铣床在输入以数字和文字编码方式编制的控制指令后,即可对机床动作顺序、位移量(坐标)以及主轴转速、进给速度等实现自动控制,从而完成对模具型腔的铣削加工。
(一)数控铣床的加工特点与分类
1.数控铣床的加工特点
(1)加工精度高。尺寸精度可达0.01mm~0.02mm,一般经济精度为0.05mm~0.10mm,而且工件的形状越复杂,就越能显示其优越性。
(2)再现性好。在加工相同的型腔时,采用同一程序,可保证型腔尺寸的一致性。
(3)生产率高。据统计,普通铣床的净切削时间是机床开动时间的15%~20%,数控铣床是65%~70%,从而可提高机床利用率和劳动生产率。
(4)自动化程度高。除手工装夹毛坯和刀具外,全部加工过程都由机床自动完成。
(5)适应性强,生产准备周期短,可省去靠模、样板等二类工具。在设计更改时,只需对数控程序作局部修改。
(6)便于建立计算机辅助设计(CAD)和计算机辅助制造(CAM)一体化。建立CAD/CAM系统共用的几何图形数据库,CAD所产生的工件几何图形数据直接作为CAM的输入。
2.数控铣床的分类
数控铁床有立式和卧式两种,按坐标数分类又可分为以下几种:
(1)三坐标数控铣床
根据联动轴数又可分为两类,一类是两坐标联动的三坐标数控铣床,也称为两坐标半数控铣床。它可以加工由直线和圆弧构成的平面类零件和由平面轮廓叠起来构成的立体型腔。另一类是三坐标联动的三坐标数控铣床。它可以实现三坐标空间直线插补,有的还可实现螺旋插补。在模具制造中多用这类数控铣床。
(2)四坐标数控铣床
这类机床除X、Y、Z轴外,还有旋转坐标A(绕X轴旋转)或旋转坐标C(绕Z轴旋转)。
(3)五坐标数控铣床
这类机床具有X、Y、Z、A、C或B坐标。在五坐标联动时,可使刀具在空间走给定的任意轨迹。
目前,我国能生产数控铣床的工厂已不少,生产的品种也相当多,除根据联动轴数分类外,按功能和速度分类,还可分为全功能型数控铣床、经济型数控铣床、高速数控铣床、超高速数控铣床等。
(二)XK5040型数控铣床
数控铣床是一种用途广泛的机床,现以XK5040型数控铣床为例,说明数控铣床的加工。
1.XK5040A型数控铣床的布局
图5.4-5所示为XK5040A型数控铣床的布局图,床身固定在底座上,用于安装与支承机床各部件。操纵台上有CRT显示器、机床操作按钮和各种开关及指示灯。纵向工作台、横向溜板安装在升降台上,通过纵向进给伺服电动机、横向进给伺服电动机和垂直升降进给伺服电动机的驱动,完成X、Y、Z坐标进给。强电柜中装有机床电气部分的接触器、继电器等。变压器箱安装在床身立柱的后面。数控柜内装有机床数控系统。保护开关可控制纵向行程硬限位;挡铁为纵向参考点设定挡铁。主轴变速手柄和按钮板用于手动调整主轴的正、反转、停止及切削液开停等。
XK5040A型数控铣床的主要技术参数见表5.4-12。
表5.4-12 XK5040A数控铣床的主要技术参数
如图5.4-6(a)所示,当刀具中心在机床O点位置时,执行G92指令之前的显示情况,工件各坐标值均为O;当执行G92X14.0Y20.0指令后,变为图5.4-6(b)所示状况,此时工件坐标就建立了。它说明此刻机床坐标原点O,位于工件坐标的X14、Y20点处,图中虚线表示的即为工件坐标系,O′为工件坐标系的原点,它位于机床原点(也称参考点)的X=-14,Y=-20的点处。
6.自动返回参考点(表5.4-22)
表5.4-22 自动返回参考点
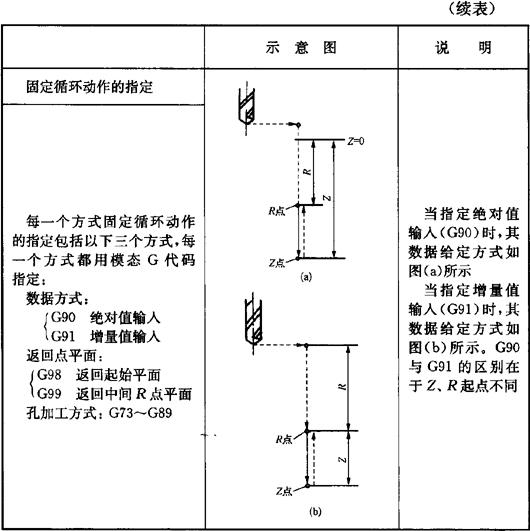
刀具返回起始点用G98;返回中间R点用G99,一般在孔系加工中,钻第一个孔以后用G99,返回R点平面,以减少机动时间;钻最后一个孔时用G98,以便返回起始点平面。G73~G89固定循环中孔加工数据的程序段为:
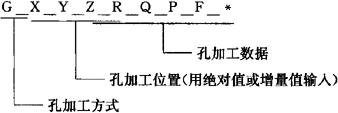
孔加工数据:
Z、R——参见图,起始点平面到中间R点的距离,R点到孔底的距离,可以用绝对值或增量值输入;
Q——指定G73、G83间歇进给的每次进给量或G76、G87切削进给的位移量,一般用增量值输入。
P——指定刀具在孔底的暂停时间,参见G04。
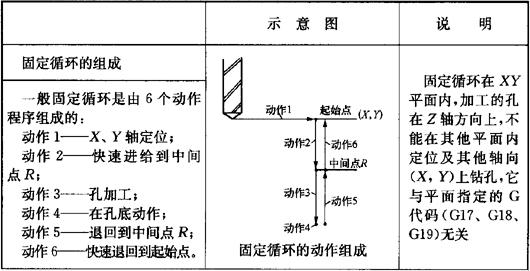
F——指定切削进给速度。图中动作3的速度用F码指令,动作5根据不同加工方式可以用F码也可用快速进给;其余动作均用G00码指令。
(1)孔加工方式被指定后,直至指令其他孔加工方式或取消固定循环G代码为止,孔加工方式不变。所以,加工同一种孔时,加工方法连续运转,不需要每个程序段都指定。因此在固定循环开始时,必须把孔加工所需的全部数据都指定出来,在循环中只指定变更的数据。
(2)在固定循环中,如果用了复位,孔加工方式及孔加工数据保持不变,但孔的位置数据被消除。孔加工方式指令由G80取消,R点、Z点也被取消,即在增量指令中R=0、Z=0,然后进行一般动作。使用G00、G01、G02、G03码时,孔加工方式及孔加工数据也全部取消。
(3)指定固定循环的注意事项:
❶ 在指令固定循环之前,必须用辅助功能(M03、M04)使主轴旋转。
❷ 在固定循环状态下,必须给出X、Y、Z、R数据中的任一个数据,固定循环才会执行。
❸ 当使用G74、G84、G86等控制主轴回转的固定循环功能时,如连续加工孔距坐标较小的孔系,或从起始点平面到中间R点平面距离短的孔时,往往在进入切削动作时,主轴尚未达到正常转速,所以在各孔动作之间应加入G04暂停,以获得时间使主轴正常回转。
❹ 在固定循环执行过程中,若利用复位或急停使数控装置停止,此时孔加工方式和数据尚被储存著。当再开始加工时,应使停止前固定循环剩余动作进行完毕。
8.机床的主轴功能(S)、刀具功能(T)和辅助功能(M)
机床主轴功能码S用来指定主轴转速,刀具功能码T用来指定刀号,供手动换刀时参考,辅助功能码M前面已介绍。在每个程序段中,上述三种代码,每种只能指令一个,如指令多个时,只有最后一个代码有效。
9.子程序
在程序中如果某一程序反复出现,一般称为子程序。子程序可以提前寄存起来,这样可以使程序简化。子程序可以在自动状态下调出供主程序使用,一条调出指令可以反复调用子程序999次。
10.用户宏指令
用户宏指令功能是用户把编好的宏程序事先作为子程序登录在存储器中,用NC指令程序,随时都可以用简单的操作调用。使用宏指令登录的子程序称为用户程序,又称宏程序。因此,就可以按照某些工件加工要求用宏指令列出各坐标的计算过程,在加工时根据工件尺寸再输入相应数据,宏指令根据这些数据进行计算,并与已知条件进行比较,再与NC指令配合,使机床运行加工。宏指令的调出与子程序的调出方法相同。变量的设定可以用程序输入,也可以采用MDI方式。
(1)变量的类型及表示
变量分为通用变量和系统变量两种。编程时经常用的变量为通用变量。在FANUC-3MA系统中通用变量为#100~#131和#500~#515。两者区别为#100~#131在电源切断后被清除,电源接通时全部为“0”;而#500~#515在电源切断后不被清除,它的值一直保持。
变量是用来置换地址后面的数值。用#i(i=1,2,3,…)表示。
(2)宏指令的形式
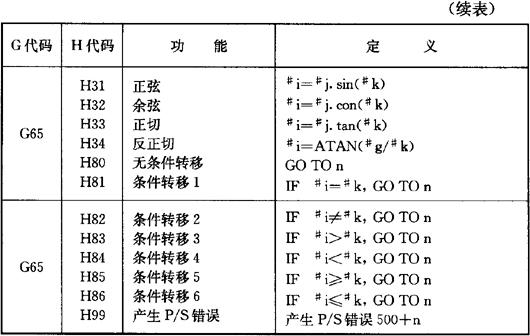
一般形式为:G65HmP#iQ#jR#k
其中 m——取01~99表示宏指令功能;
#i——运算结果的变量名;
#j——待运算的变量名1,也可以是常数;
#k——待运算的变量名2,也可以是常数。

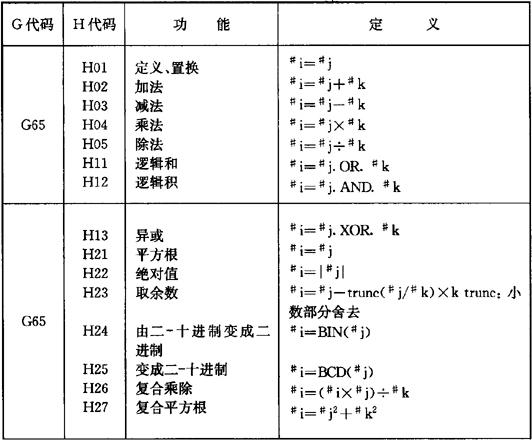
用G65指定的H代码功能及定义如表5.4-25。
表5.4-25 H代码功能及定义
- 指责和批评是什么意思
- 指责和责问是什么意思
- 指责咒骂是什么意思
- 指责嘲弄是什么意思
- 指责对方很快就背信弃义是什么意思
- 指责对方很快撕毁条约是什么意思
- 指责挑剔是什么意思
- 指责数落是什么意思
- 指责时政是什么意思
- 指责毁谤是什么意思
- 指责毛病,进行攻击是什么意思
- 指责的言辞是什么意思
- 指责的话是什么意思
- 指责缺点是什么意思
- 指责讥诮是什么意思
- 指责讽刺是什么意思
- 指责贬斥是什么意思
- 指责辱骂是什么意思
- 指责非难是什么意思
- 指责﹑批评是什么意思
- 指责,指摘是什么意思
- 指责,斥责是什么意思
- 指货安钱是什么意思
- 指趣是什么意思
- 指趾粘液囊肿是什么意思
- 指距是什么意思
- 指路是什么意思
- 指路书是什么意思
- 指路人是什么意思
- 指路明灯是什么意思
- 指路标志是什么意思
- 指路牌是什么意思
- 指路的星星是什么意思
- 指路碑是什么意思
- 指路经是什么意思
- 指路送魂是什么意思
- 指踪是什么意思
- 指踪之功是什么意思
- 指较远的人是什么意思
- 指运国是什么意思
- 指连子心是什么意思
- 指迷是什么意思
- 指迷七气汤是什么意思
- 指迷茯苓丸是什么意思
- 指迷解惑是什么意思
- 指迹是什么意思
- 指途是什么意思
- 指道是什么意思
- 指道真诠是什么意思
- 指那人或对方是什么意思
- 指邱是什么意思
- 指配是什么意思
- 指重表是什么意思
- 指量短语是什么意思
- 指量结构是什么意思
- 指量词是什么意思
- 指量词组是什么意思
- 指錔是什么意思
- 指针是什么意思
- 指针法是什么意思