退火的方法
15.3.6.1 普通完全退火
1.适用工件范围
普通完全退火多用于亚共析钢、合金钢的铸件、锻件、热轧型材等,有时也用于焊接结构件.
2.退火目的
普通完全退火目的是细化晶粒,消除过热组织,降低硬度,便于切削加工;消除内应力,为淬火作好组织准备.
3.退火工艺
把钢加热到Ac3+(20~50)℃,保温一定时间后,随炉缓冷(或埋在砂、石灰中)至500~600℃以下时出炉空冷.
这里有两点要注意:
(1)加热温度.大部分钢的完全退火加热温度都在780~880℃,参见表15-15.由表可见,合金钢的加热温度高于上述公式给出的数值.
表15-15 常用钢种普通完全退火加热温度 ℃
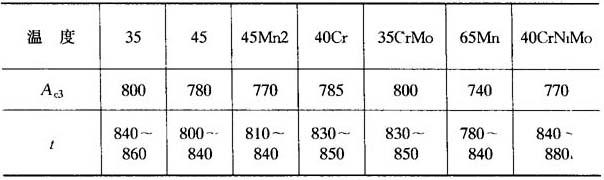
(2)保温时间.可按每25mm厚度保温1h,或者每1t装炉量保温1h来计算.
4.加热时间
加热时间可根据工件的有效厚度来计算,并需考虑装炉量和装炉方式对其加以修正.在装炉量不大情况下,箱式炉中的加热时间可按下式计算:
式中 τ加——加热时间,min;
D——工件有效厚度,mm;
k加——加热系数,min/mm,对于碳钢k加为1.5~1.8min/mm,
合金钢k加为1.8~2.0min/mm.
5.加热速度
一般对加热速度不加限制,但对于高合金钢和大截面工件,升温不可太快,否则会引起变形和开裂.一般升温速度控制在100~200℃/h.
6.冷却速度
冷却速度要足够慢,以保证奥氏体在A1~650℃之间发生珠光体转变.但也不能太慢,否则会出现离异共析的反常组织,还会降低生产率.普通缓冷退火冷速经验数据是:
碳素钢 v冷=100~200℃/h
一般合金钢 v冷=50~100℃/h
高合金钢 v冷=10~50℃/h
由于一般炉子的断电冷速大约在30~120℃/h之间,所以退火工件随炉缓冷,略加控制即可达到要求.
特别应指出,由于随炉冷却到650~600℃时,奥氏体已分解完毕,若一直随炉冷到室温,则在600℃以下缓冷会产生脆性,工件韧性下降,反而有害,同时也影响炉子的利用率和效率.
15.3.6.2 等温完全退火
1.为什么发展这种退火工艺
普通完全退火工艺是以缓慢冷却来保证奥氏体在珠光体区的上部转变的.这种工艺的缺点是退火周期长,某些奥氏体稳定性大的合金钢其退火周期长达几十小时;退火工件内外组织及性能不均匀,且难以控制退火组织的硬度,故发展了等温完全退火工艺.
2.适用工件范围
等温完全退火主要用于合金钢、高碳钢、高碳合金钢.
3.退火目的
等温完全退火的目的是缩短退火时间,降低硬度,减少氧化、脱碳,保证截面组织和硬度分布均匀.
4.退火工艺
将钢加热到Ac3+(20~50)℃或Ac1+(20~50)℃,保温后快速冷却到略低于Ar1的温度(或转入炉温低于Ar1的炉中),在此温度下等温,使奥氏体全部分解为珠光体,然后出炉空冷.
这里有两点要注意:
(1)退火加热工艺参数与普通退火相同.
(2)等温退火与普通退火的主要区别在于:前者根据硬度要求选定等温温度和时间,可准确控制转变的过冷度,保证工件内外在同一温度下转变;而后者依靠控制冷速来控制转变的过冷度,往往很难恰到好处.两者的区别见图15-16.
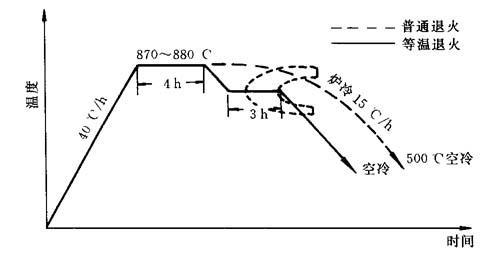
图15-16 高速钢的等温退火与普通退火比较
5.冷却工艺
采用C曲线,根据硬度要求来选定等温温度和时间.等温温度的选择原则是:在保证硬度合格的前提下,尽量选用较低的等温温度,以缩短等温时间,提高生产率.等温温度不可选得过高或过低,过高则等温转变时间太长,过低则退火硬度偏高,一般为600~800℃.
等温时间可由钢的C曲线查知,不过应比C曲线上的时间长些.一般,碳钢时等温时间为1~2h,合金钢时等温时间为3~4h.
为了保险,一般出炉空冷的温度是650℃以下.
总之,等温退火是比普通退火更合理的一种工艺,但也受到一定条件的限制,如设备条件、工件尺寸的限制,若条件许可,尽量采用等温退火.
15.3.6.3 球化退火(含普通球化退火和等温球化退火)
1.适用工件范围
球化退火主要用于过共析碳钢及合金工具钢,如刃具、量具、轴承及模具等.当过共析钢的网状碳化物严重时,为保证球化的进行,应先正火去网.
2.退火目的
球化退火的目的是使钢中的Fe3C及珠光体中的Fe3C发生球化(即变为颗粒状的碳化物),从而得到球状珠光体.球化后硬度降低,便于机加工.同时球化组织可减少淬火变形及开裂倾向,为淬火作好准备.
3.退火原理
当片状珠光体在Acl+(20~30)℃保温时,Fe3C将被熔化成许多细小的点状碳化物,弥散分布在奥氏体的基体上.另外,由于加热温度不高,保温时间不长,奥氏体的成分极不均匀,因此在随后的缓慢冷却或低于Arl的保温过程中,便会成长为颗粒状的碳化物.
4.退火工艺
普通球化退火是将钢加热到Acl+(20~30)℃,保温2~4h后,以v冷=50~100℃/h的速度随炉缓冷至600℃以下,再在空气中冷却,如图15-17中曲线Ⅰ所示.
等温球化退火是将钢加热到Acl+(20~30)℃,保温2~4h后,再快速冷却到Ar1(20~30)℃左右,等温4~6h,然后随炉冷至600℃以下出炉空冷,如图15-17中曲线Ⅱ所示.
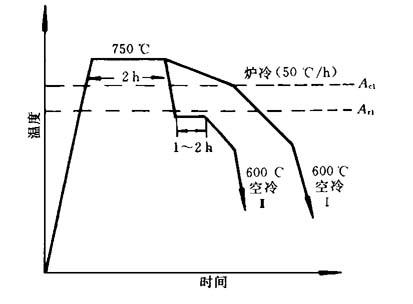
图15-17 T7~T12工具钢的球化退火工艺曲线
有的钢采用一次球化退火难以达到目的,则可循环退火,如图15-18所示.将钢加热到球化温度保温后,冷却到略低于Ar1温度,保温后再加热到球化温度,如此重复几次即可得到球化组织.
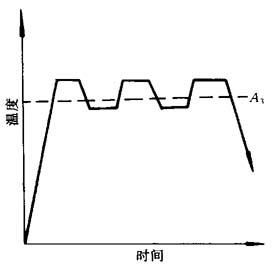
图15-18 循环球化退火工艺曲线
5.加热工艺
加热工艺是球化退火工艺中的关键,其工艺特点是:低温短时加热.
加热温度的计算公式为:
t=Ac1+(20~30)℃
即在Al~Acm之间的两相区内加热,大部分钢的球化退火加热温度都在740~870℃之间.
加热时间用经验公式计算,即:
τ加=k加D
式中 D——工件有效厚度,mm;
k加——加热系数,min/mm,经验数据:碳素钢k加=1.5min/mm;合金钢k加=2min/mm
等温球化退火的温度和时间要根据硬度要求用C曲线确定.
需要注意的是:粒状珠光体除了由过冷奥氏体直接分解得到之外,也可以由片状球光体在略低于A1温度下加热球化得到,还可由马氏体或贝氏体高温回火得到.
15.3.6.4 去应力退火
1.适用工件范围
去应力退火主要用于铸件、锻件、焊件和切削加工件,一般是在精加工或淬火之前进行.
有些大型焊接件,由于体积太大,无法装炉退火,这时可用火焰加热或工频感应加热(退火片)去除内应力.
2.退火目的
去应力退火的目的是消除残余应力,减少在以后切削加工中产生变形和开裂倾向.对大型焊接件,退火的目的还在于消除焊接残余应力,提高结构承载能力.
3.退火工艺
退火工艺为将钢加热到低于A1以下某一温度,保温后缓冷至200~300℃以下出炉空冷.加热温度通常采用500~650℃
研究表明,加热温度越高,应力消除越彻底,但加热温度不能太高,否则氧化脱碳严重,高温变形也会出现.表15-16列出钢和铸铁的去应力退火工艺参数.
表15-16 钢和铸铁去应力退火工艺参数
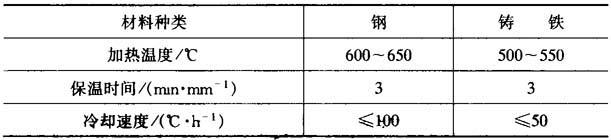
去应退火加热以后要缓冷,冷到200℃即可出炉空冷.
15.3.6.5 扩散退火(均匀化退火)
1.适用工件范围
扩散退火由于时间长、成本高,主要用于高级优质合金钢铸件.由于此种工艺耗热能大、工件烧损大、设备损耗大,若无特别需要,一般不用扩散退火.
2.退火目的
钢铸件和铸锭内各区域在结晶时往往成分不均匀,偏析严重,经扩散退火,可以消除晶内偏析,令成分均匀化.
3.退火工艺
退火工艺为将钢加热到Ac3+(150~250)℃,保温10~15h,然后缓冷到500℃以下出炉空冷.
4.退火加热工艺
加热温度的计算公式为:
t=Ac3+(150~250)℃
钢中合金含量越高,加热温度也越高,但一般要低于固相线100℃左右,以防过烧.铸锭的加热温度比铸件的加热温度高100℃左右.经验数据如下:
碳素钢铸件 950~1000℃
低合金钢铸件 1000~1050℃
高合金钢铸件 1050~1100℃
高合金钢铸锭 1100~1250℃
退火时间的计算公式为:
τ=8.5+Q/4
或 τ=122-t/10+Q/4
式中 Q——装炉量;
t——加热温度;
τ——退火时间,h.
一般扩散退火时间都在10~15h左右.时间越长,工件烧损也越严重,钢的组织严重过烧.因此,扩散退火后必须再经过一次完全退火或正火来细化晶粒,消除过热,如图15-19(a)所示.也可采用“双联退火”的先进工艺,如图15-19(b)所示.如此,可降低成本,提高生产率.
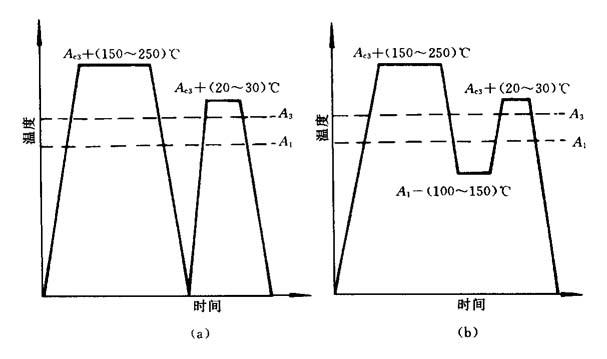
图15-19 扩散退火工艺曲线
(a)两次退火;(b)双联退火
- 美善 美在心中,善在善举是什么意思
- 美器是什么意思
- 美因河之战是什么意思
- 美因河二号桥是什么意思
- 美因茨是什么意思
- 美国是什么意思
- 美国1787年宪法是什么意思
- 美国1789年关税法令是什么意思
- 美国1886年五一大罢工是什么意思
- 美国1913年税法是什么意思
- 美国1914年联邦贸易委员会法是什么意思
- 美国1929~1933年经济危机是什么意思
- 美国1933年证券法是什么意思
- 美国1933年证券立法是什么意思
- 美国1933年银行法是什么意思
- 美国1934年证券交易法是什么意思
- 美国1934年证券交易立法是什么意思
- 美国1935年公用事业控股公司法是什么意思
- 美国1935年税收法是什么意思
- 美国1940年投资公司法是什么意思
- 美国1940年投资顾问法是什么意思
- 美国1948年的《援华法》是什么意思
- 美国1956年土壤银行计划是什么意思
- 美国1974年贸易法是什么意思
- 美国1986年政府证券交易法是什么意思
- 美国1987年贸易、就业和生产率法是什么意思
- 美国1988年的综合贸易和竞争法是什么意思
- 美国20世纪无产阶级文学之父是什么意思
- 美国372地区雇员教育理事会是什么意思
- 美国41任总统列传是什么意思
- 美国dhl快速传递公司是什么意思
- 美国dialog情报检索系统是什么意思
- 美国gulf stream 输气管道是什么意思
- 美国icp摄影百科全书是什么意思
- 美国orbit情报检索系统是什么意思
- 美国orbit联机检索系统是什么意思
- 美国u—2型间谍飞机入侵苏联领空遭击落事件是什么意思
- 美国“337条款”是什么意思
- 美国“与台湾关系法”是什么意思
- 美国“中立法”是什么意思
- 美国“中美洲问题委员会”是什么意思
- 美国“倒飞机”错版邮票是什么意思
- 美国“公关之王”是什么意思
- 美国“双鹰2号”创载人气球飞行和留空时间世界记录是什么意思
- 美国“台湾决议案”是什么意思
- 美国“固特异”反收购是什么意思
- 美国“国际开发署”贷款是什么意思
- 美国“垮掉的一代”之王是什么意思
- 美国“常规防御倡议”计划是什么意思
- 美国“平衡技术倡议”计划是什么意思
- 美国“战略防御倡议”计划是什么意思
- 美国“海湾石油公司”之战是什么意思
- 美国“蓝色男孩”邮政局长邮票是什么意思
- 美国“黑色星期4”股票暴跌和30年代经济大危机是什么意思
- 美国、沙特阿拉伯雇佣军人侵也门民主人民共和国是什么意思
- 美国《与台湾关系法》是什么意思
- 美国《宅地法》是什么意思
- 美国《统一商法典》是什么意思
- 美国《舞蹈》是什么意思
- 美国《食物与营养百科全书》是什么意思