常用材料的气焊
1.低碳钢气焊
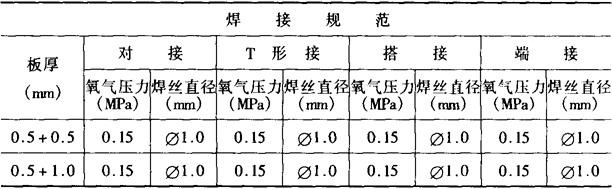
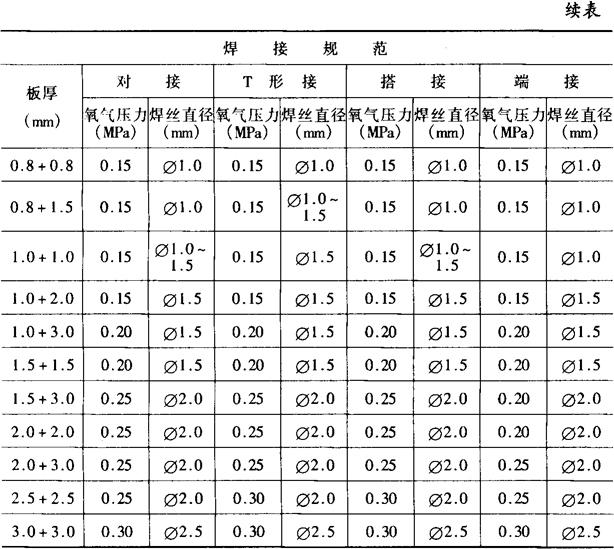
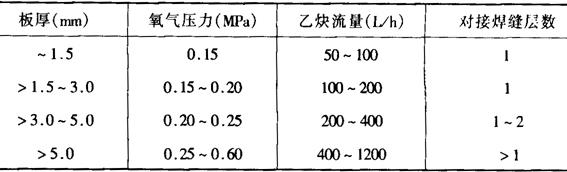
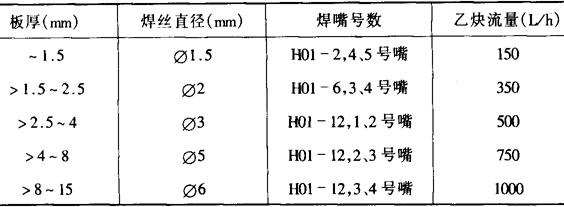
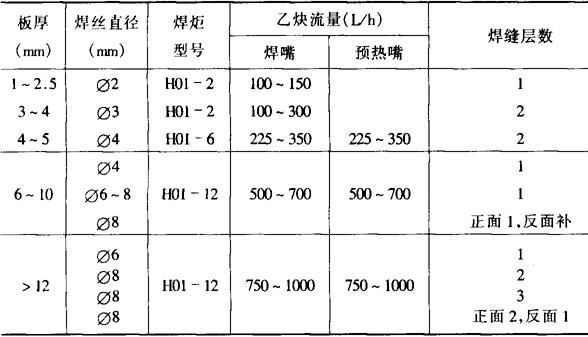
低碳钢的可焊性良好,一般施焊时不用助熔剂,不需要焊前预热和焊后缓冷。低碳钢气焊主要用于薄板焊接,焊丝可采用H08、H08A、H08Mn、H15和H15Mn等。低碳钢焊接规范见表12-22。
表12-22 低碳钢气焊规范
2.低合金钢气焊
低合金钢的可焊性良好,焊接时一般不用助熔剂,可采用与低碳钢相同的焊接规范进行焊接。冬季焊前可用气焊火焰稍微预热焊接区,并适当增加定位焊点数量或长度,防止产生裂纹,焊丝可选用H08A、H08Mn、H08MnA。
3.中、高碳钢气焊
由于含碳量较高,可焊性较差,焊缝和热影响区易产生裂纹,同时,在焊接过程中由于碳的烧损,焊缝易产生气孔,焊缝强度、硬度有所下降。中、高碳钢气焊火焰能率比焊接低碳钢时应小10%~15%,以防止焊件过热。焊丝必须采用含碳量小于0.25%的低碳钢焊丝,如H08Mn、H08MnA、H10MnSi、H10Mn2等,不用熔剂,焊前可对焊件进行预热(温度为250~400℃),以提高焊接速度,降低冷却速度,防止产生淬硬组织。但薄板可以不预热,焊后应进行退火处理,即把焊件加热至700~800℃,然后空冷,可以改善焊缝金属组织,消除焊接内应力。
4.铝及铝合金气焊
铝及铝合金的气焊具有以下特点:
(1)导热系数大,线胀系数和凝固收缩率较大,因此焊接变形大,易产生焊接裂纹。
(2)液、固状态颜色无明显变化,熔池温度不易控制。
(3)化学活泼性强,易氧化,形成的氧化膜熔点高,其相对密度同铝的相对密度非常接近,容易形成焊缝夹杂物。
(4)焊缝易产生氢气孔。
铝和铝合金气焊时用中性焰,不能采用碳化焰和氧化焰,以免焊缝金属增氢或氧化。一定要使用铝气焊熔剂(见表12-11和表12-16)。焊后必须彻底清除残渣。火焰能率应根据焊件厚度来选择,表12-23数据可供参考。
表12-23 铝及铝合金气焊规范
5.铜及铜合金的气焊
铜及铜合金的可焊性较差,其气焊特点如下:
(1)铜及铜合金的导热系数大,因此焊接时要使用大功率的热源,通常在焊前或焊接过程中要采取预热措施。
(2)铜及铜合金线膨胀系数和收缩率较大,气焊时如无防止变形的措施,会产生较大变形。当工件刚性很大时,由于变形受阻,会产生较大的焊接应力,甚至产生裂纹。
(3)铜及铜合金气焊时,焊缝和近缝区易产生裂纹,其中主要是热裂纹。
(4)铜及铜合金气焊时,焊缝易产生氢气孔和水蒸气气孔。
紫铜气焊的规范见表12-24。焊接时采用中性火焰、右焊法,使用CJ301气焊熔剂和HS201或HS202焊丝。
表12-24 紫铜气焊规范
黄铜气焊规范见表12-25。焊接时采用轻微的氧化焰或中性焰、左焊法,在操作中应尽量避免高温焰心与熔池金属直接接触,以防黄铜中锌的氧化烧损和有害气体的溶解。焊接时应使用HJ301气焊熔剂和HS221、HS222、HS224焊丝。
表12-25 黄铜气焊规范
- 高热伤津是什么意思
- 高热值是什么意思
- 高热值煤气是什么意思
- 高热危相是什么意思
- 高热土壤温度状况是什么意思
- 高热惊厥是什么意思
- 高热护理是什么意思
- 高热昏迷是什么意思
- 高热气促是什么意思
- 高热燃烧弹是什么意思
- 高热神昏是什么意思
- 高热能高蛋白质饮食是什么意思
- 高热谵妄是什么意思
- 高热量饮食是什么意思
- 高焕义是什么意思
- 高焕昌是什么意思
- 高焕波是什么意思
- 高焰是什么意思
- 高煌是什么意思
- 高煦之叛是什么意思
- 高照是什么意思
- 高照林是什么意思
- 高照雄是什么意思
- 高熊熊是什么意思
- 高熬(傲)是什么意思
- 高熲是什么意思
- 高熲等“诽谤朝政”案是什么意思
- 高燎是什么意思
- 高燕青的传说是什么意思
- 高燥是什么意思
- 高燮是什么意思
- 高燮曾是什么意思
- 高爆弹是什么意思
- 高爆性炸弹是什么意思
- 高爆炸药是什么意思
- 高爬是什么意思
- 高爵是什么意思
- 高爵丰禄是什么意思
- 高爵厚禄是什么意思
- 高爵大权是什么意思
- 高爵显位是什么意思
- 高爵重禄是什么意思
- 高爷是什么意思
- 高爽是什么意思
- 高爽干燥是什么意思
- 高爽明亮是什么意思
- 高爽泉是什么意思
- 高爽的天气是什么意思
- 高爽空阔是什么意思
- 高爾松是什么意思
- 高爾登是什么意思
- 高爿是什么意思
- 高片是什么意思
- 高牙是什么意思
- 高牙大纛是什么意思
- 高牙大纛,宝马香车是什么意思
- 高牙大纛;宝马香车是什么意思
- 高牟翰是什么意思
- 高特是什么意思
- 高犀堂是什么意思