大型覆盖件主要指汽车、拖拉机、内燃机车上的大型薄板零件,如发动机罩、翼子板、驾驶室、车门和车身的冲压件等,统称为覆盖件。这类零件由于外观表面要求光滑、美观,刚性好,一般轮廓尺寸大,多为空间曲面,不仅成型困难,而且容易产生回弹、起皱、拉裂、表面缺陷和平直度低等质量问题。因此,在分析大型覆盖件的成型工艺和进行模具设计时,应特别注意协调好各部分材料的变形均匀性,既要保证零件上最大变形区材料的变形量要小于材料的极限变形程度,避免材料拉裂,又要使变形量小的区域材料不发生弹性畸变,成型后零件有足够的刚度,同时,还要防止坯料成型过程中可能出现的回弹、起皱、表面损伤等问题。
(一)覆盖件冲压成型工艺设计
1.回弹
覆盖件成型时,特别是浅拉深件,如何控制回弹,有时成为一个重要问题。例如,图1.3-42所示,若在凸模圆角处的拉力F1足以使整个断面产生屈服,则回弹显著减小。但壁部拉力F2不能使毛坯断面中的应力超过抗拉强度,所以,不能达到既不使壁部破坏,又能使底部断面应力达到屈服强度的要求。对于高强度钢和铝合金,抗拉强度与屈服强度的比值很小,此时的回弹问题更为突出,应很好控制。
2.起皱与拉裂
在板料成型工序中,材料拉入与拉张的相对比值,常随零件和工艺而异。当拉张占优势时,成型性能主要取决于n(应变硬化指数)和m(拉深系数)值的大小。当拉入占优势时,则R(应变比)值的影响最大。
零件成型时,拉入与拉张的比例,与模具设计有关。如拉深筋可以控制和减小凸缘部分的拉入量,从而防止起皱。
在某些情况下,起皱主要与R值有关。例如,锥形件拉深时(图1.3-43)起皱发生在无支承的壁部(自由表面区)。取一圆环单元A,其初始位置为A′。随著径向的伸长,其周向缩短,对于低R值的材料,若周向压缩应变不足以抵偿其周向缩短,便会起皱。对于高R值材料,可以产生较大的周向压缩应变,从而避免起皱。在这里可以采用增加拉深筋的方法以阻止凸缘拉入,从而防止起皱,但这样会引起较大的径向应变,可能导致发生破坏。
3.工艺过程
覆盖件的工艺过程,一般包括落料、拉深(或成型)、弯曲、修边和翻边等工序。批量较小时,落料修边工序可用剪床加工。拉深成型则可采用在铸铁(或焊接件)基体表面涂覆塑料的模具,或用低熔点合金模。大量生产中则所有工序都用模具,并组成流水生产线,同时采用相应的自动送料取件装置,以提高生产率和降低劳动强度。
4.拉深变形程度
多数覆盖件具有复杂的空间曲面形状,毛坯成型时各部分的变形程度均不相同,很难准确计算其极限变形程度,从而不易确定所需的工序数和工序间的半成品形状和尺寸。一般系参考类似零件的现有工艺资料,根据设计人员的经验,进行分析比较、订出初步工艺方案,最后通过试冲来修改工艺参数。有时也可用成型度a值来预测覆盖件的成型过程。如图1.3-44所示,成型度a为
1-凹模;2-拉深埂;3-压边圈;4-凸模
拉深筋在坯件周边的布置,与零件几何形状、变形特点和拉深深度有关。在变形程度大、径向拉应力也大的圆角处,可不设或少设拉深筋。直边处则设1条~3条拉深筋,以增大其变形阻力,从而调整送料阻力和进料量。
8.工艺切口
覆盖件某些凹形或反成型部分,当局部变形程度太大时,可在该处先冲工艺孔或工艺切口,以改变成型时的应力状态,使局部变形得以减轻,以保证顺利冲出凹形和反成型部分。工艺切口由试冲后决定,可在落料或拉深过程中冲出。工艺切口不应使切口周边因切向拉应力过大而出现径向裂口。切口应设在拉应力最大的拐角处,且与局部突起边缘形状相适应,以便材料合理流动。切口的切断部分应邻近突起部位的边缘(图1.3-46)或容易破裂的区域。
预冲工艺孔是工艺切口的特例。其位置、大小、数量和形状,与工艺切口一样,也是在试冲时决定。
(二)覆盖件拉深模具设计
1.拉深模具的结构特点
覆盖件拉深模具分为单动压力机上的拉深模和双动压力机上的拉深模。图1.3-47所示为单动压力机上的拉深模的典型结构。主要拉深形状简单、深度较浅的拉深件。凹模1固定在压力机的滑块上,压边圈2由气顶柱4和调整垫3所支承,凸模6与下模座为一体固定在工作台上。压力机滑块向下冲程时,凹模将拉深毛坯压紧在压边圈2上,从开始拉深直到下止点,将拉深毛坯拉深成凸模6的形状。气垫压紧力在拉深过程中基本保持不变。
1-凹模;2-压边圈;3-调整垫;4-气顶柱;5-导板;6-凸模
在拉深形状复杂、深度较大的覆盖件时,必须采用双动压力机,如图1.3-48所示。双动压力机上的拉深模结构一般由三大件或四大件组成:凸模、凹模、压边圈及固定座。
1-压边圈;2-凹模;3-凸模;4-固定座
压边圈1与双动压力机外滑块相连接(如模具闭合高度小,需增加过渡垫板)。凸模3固定在与内滑块相连接的固定座4上,凹模2与工作台相连接。压边圈1向下运动到下止点时,将拉深毛坯压紧在凹模2的压料面上,并停在下止点保持不动。这时,运动著的凸模3行程向下,从开始拉深直到下止点,将拉深毛坯拉深成凸模3的形状。拉深结束以后,凸模3行程向上,此时压边圈1再停留一段时间,当凸模3上退出拉深件,使拉深件留在凹模2里,然后压边圈1行程向上,拉深过程结束。
采用双动压力机的优点:
(1)单动压力机的压紧力不够,一般有气垫的单动压力机,其压紧力等于压力机压力的20%~25%,而双动压力机的外滑块压紧力为内滑块压力的65%~70%。
(2)单动压力机的压紧力只能整个调节,而双动压力机的外滑块压力,可用调节螺母调节外滑块四角的高低,使外滑块成倾斜状,调节拉深模压料面上各部位的压料力,以控制压料面上材料的流动。
(3)单动压力机的拉深深度比双动压力机的拉深深度浅。
(4)单动拉深模的卸料板不是刚性的,如果压料面是立体曲面形状,在开始拉深预弯成压料面形状时,由于压料面形状的不对称,可造成卸料板偏斜,严重时失掉压料作用。
拉深模的凸模、凹模、压料圈一般都采用铸件(用聚苯乙烯泡沫塑料作模型的实型铸造),要求既要尽量减轻重量,又要有足够的强度,因此铸件上非重要部位应挖空,影响到强度的部位应加添立筋。铸件材料常用镍铬铸铁、铬钼钒铸铁、铜钼钒铸铁和钼钒铸铁4种,其中镍铬铸铁应用最多。
图1.3-49所示为微型载重汽车后围板双动拉深模。它是按(D4-600-400)闭式四点双动压力机设计的。
1-起重棒;2-定位块;3、11-通气孔;4-凸模;5-导板;6-压料围;7-起重棒;8-凹模;9-顶件装置;10-定位键;12-到位标志器
2.覆盖件拉深模工作部分尺寸的结构设计
(1)凸模设计
对于覆盖件来说,凸模是拉深模的主要成型零件。除工艺上的特殊要求外(如翻边的展开或工艺补充),其轮廓尺寸和深度即为产品图尺寸。工作部分肋的厚度应为70mm~90mm(参见图1.3-47),为了减少加工余量,保证凸模轮廓尺寸,缩短整修工时,在凸模上沿压料面有一段40mm~80mm的直壁必须加工,直壁向上用45°斜面过渡,缩小距离b为15mm~40mm是不加工面,如图1.3-50所示,材料一般为HT250。
(2)凹模设计
凹模的作用是形成凹模压料面和凹模拉深圆角。拉深毛坯是通过凹模圆角逐步进入凹模内腔,直至拉深成凸模的形状。由于拉深件上有装饰棱线,装饰肋条,装配用凸包、凹坑等,若要一次成型,凹模结构除压料面和拉深圆角外,在凹模里装的成型用的凸模或凹模,也属于凹模结构的一部分。
凹模根据其底部是封闭结构还是通口式模座结构分为闭式凹模和通口式凹模。图1.3-49为闭式结构,在拉深模中,绝大多数都采用这种结构。通口式凹模,用于形状比较复杂,坑包较多、棱线清晰的拉深模。该结构可将型腔内孔加工转换为镶件的外表面加工。
(三)覆盖件修边模的设计
覆盖件修边模是将经过拉深、成型、弯曲之后工件的边缘及中部实现分离所用的冲裁模。
修边模与平面制件的落料、冲孔模的主要区别是:经过加工变形后的冲压件形状复杂;分离刃口所在的位置可能是任意的空间曲面;冲压件通常存在不同程度的弹性变形;分离过程通常存在较大的侧向力等。
修边工序在覆盖件的冲压工序安排中多数情况是必须有的。在修边模具的设计中,对制件在模具中的摆放,即冲压方向的确定,制件定位,模具导正,凸、凹模刃口的设计,侧向力的平衡以及废料的处理,模具的使用、维修和制造,安全性及经济性等,均应全面地加以考虑。
1.修边模的分类
根据修边模刃口镶块的形式可分为如下几类:
(1)垂直修边模
是修边方向与压力机上滑块运动方向一致的修边模。它是覆盖件修边模的最常用形式,也是在修边工序中尽量采用的。
(2)带斜楔机构的修边模
是修边方向与压力机上滑块运动方向成一定夹角(直角或锐角)的修边模。它要求模具应有一套将压力机垂直方向运动,转变成刃口镶块沿修边方向运动的斜楔机构,如图1.3-51所示。
1-上模座;2、7-弹簧;3-压料板;4-从动斜楔;5-主动斜楔;6-反侧块;8-滑板;9-凸模;10-下模板;11-凹模
(3)组合修边模
是在同一模具上需要垂直修边和斜楔修边的修边模。
2.修边凸模、凹模刃口部位的尺寸(表1.3-10)
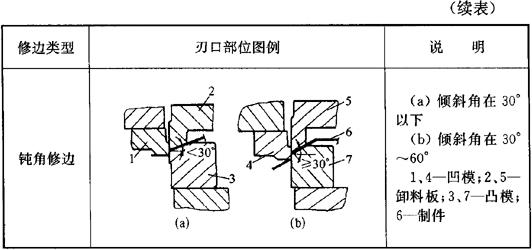
表1.3-10 修边凸模、凹模刃口部位的尺寸
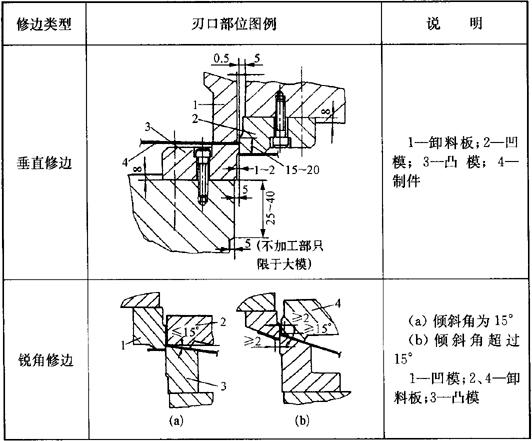
(1)垂直修边
刃口部位尺寸如表中图所示。
(2)锐角修边
倾斜角为15°时,刃口部位尺寸如表中图(a)所示;倾斜角超过15°时,在凸模和凹模刃口处增设2mm平台,如表中图(b)所示。
(3)钝角修边
倾斜角在30°以下时,凸模和凹模刃口间隙值取正常值的1/2;倾角在30°~60°时,间隙值尽可能小些,如表中图(a)、(b)所示。
- zain at vrx〔ʔ-〕 vrx 〔ʔ-〕是什么意思
- zain baint是什么意思
- zain conl是什么意思
- zain de是什么意思
- zain de jil gual是什么意思
- zain duart是什么意思
- zain het是什么意思
- zain het horx是什么意思
- zain hhox是什么意思
- zain hhox deirx (gorx)ngvl是什么意思
- zain hhox piail nox是什么意思
- zain hol zix是什么意思
- zain hot是什么意思
- zaini是什么意思
- zaini de seirx gvrx是什么意思
- zaini ga是什么意思
- zain jiarx nguarx yinrx是什么意思
- zain jinl是什么意思
- zain jit是什么意思
- zain jit 〔gail〕 zix是什么意思
- zainl是什么意思
- zainl bo jiat fvx是什么意思
- zainl cant nei是什么意思
- zainl cux zix是什么意思
- zainl de hol ngvx是什么意思
- zainl fvnl是什么意思
- zainl gol是什么意思
- zainl gorx是什么意思
- zainl jinl de是什么意思
- zainl nei lil cux yit attul是什么意思
- zainl nguix是什么意思
- zainl qiairx vurt zix vl〔ʔ-〕 (geirx)是什么意思
- zainl svl是什么意思
- zainl tvnl nei是什么意思
- zainl veirt jirt mirt huljiat xionl是什么意思
- zainl xivn (svn)是什么意思
- zainl yinx go nei是什么意思
- zainl yon是什么意思
- zainl zort guarx是什么意思
- zainl zort jiat suinx是什么意思
- zainmei dvnrx weinx [ʔ-]是什么意思
- zain mei seinrt是什么意思
- zain mox是什么意思
- zain ngai是什么意思
- zain nguarx是什么意思
- zain nguarx horx是什么意思
- zainrt是什么意思
- zainrx是什么意思
- zainrx derx是什么意思
- zainrx qit tol是什么意思
- zainrx xianl yenl是什么意思
- zainrx yil sil zix是什么意思
- zain sait是什么意思
- zaint xinl是什么意思
- zain-ul-abidin是什么意思
- zain veirt是什么意思
- zain wut是什么意思
- zainx de是什么意思
- zainx de xinl是什么意思
- zain yin gainl yin是什么意思