平锻机上模锻
7.3.3.1 平锻机模锻的特点
平锻机的主要工作是局部镦粗,又称聚集,其外还有冲孔、穿孔、卡细、扩径、切断、弯曲、挤压、成形等上述工序的组合,可制出不同形状的锻件.
平锻机的特点为:
(1)能锻出两个不同方向上具有凹档或凹孔的锻件.
(2)进行长杆类锻件和长杆空心锻件的模锻,以及进行深冲孔和深穿孔工序.
(3)模锻斜度较校或无模锻斜度.
(4)可进行切边、剪料、弯曲、热精压等联合工序,不需另外配压力机.
(5)可用长棒料进行多件模锻.
(6)模具可采用组合式或镶块式.
(7)平锻机冲击力校基础和厂房造价低.
(8)水平分模平锻机可进行热挤压.
平锻机的缺点为:
(1)生产率比热模锻压机低.
(2)垂直分模平锻机模锻穿孔锻件时,剩余料头较长,水平分模平锻机模锻穿孔锻件,由于分模面呈水平,夹紧力大,其剩余料头较短.
7.3.3.2 锻件分类及工艺特点
锻件分类及工艺特点见表7-25.
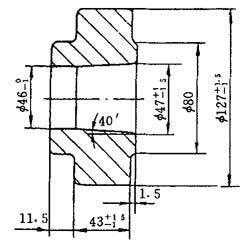
图7-9 驱动齿轮冷锻件图
锻件技术条件:1.未注明圆角半径R=3mm;2.未注明残留毛刺不大于1mm;3.表面缺陷深度不大于0.8mm;4.锻件错差不大于1mm;5.表面清理:喷丸;6.热处理硬度:正火d=4.2~4.8mm;7.锻件质量:4.22kg(材料:18CrMnTi)
7.3.3.3 典型锻件的工艺
1.一般设计程序
一般设计程序为:
(1)根据产品零件图绘制冷锻件图.
(2)计算锻件体积(按锻件名义尺寸加正偏差之半)和质量.
(3)设计锻件终锻工步.并计算其体积.
(4)确定坯料直径、镦粗长度、镦粗比和坯料长度.
(5)设计和计算工步图(均按热尺寸计算).
(6)计算锻件的锻造压力和模具尺寸,并考虑镦粗长度,最后确定设备规格.
(7)模具设计.
2.驱动齿轮锻件平锻工艺实例
锻件图见图7-9,平锻工步图见图7-10.
表7-25 锻件分类及其工艺特点
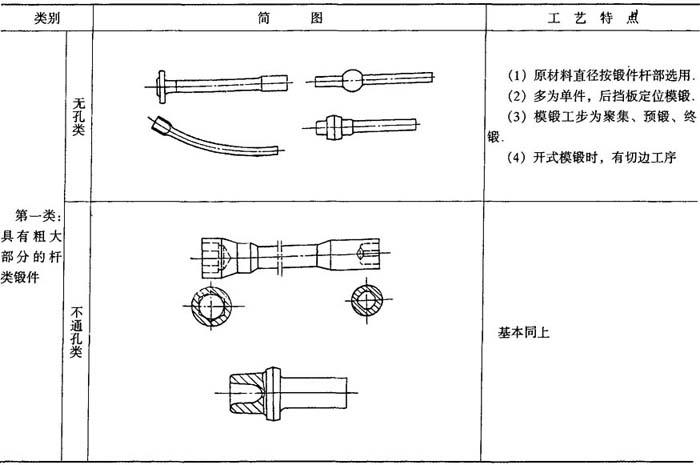
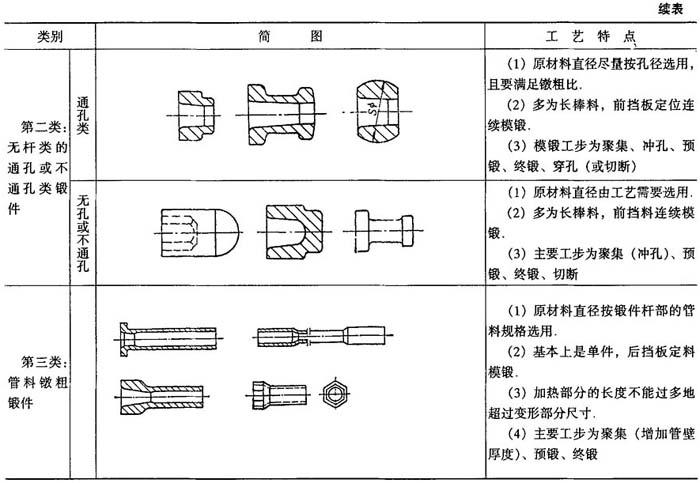
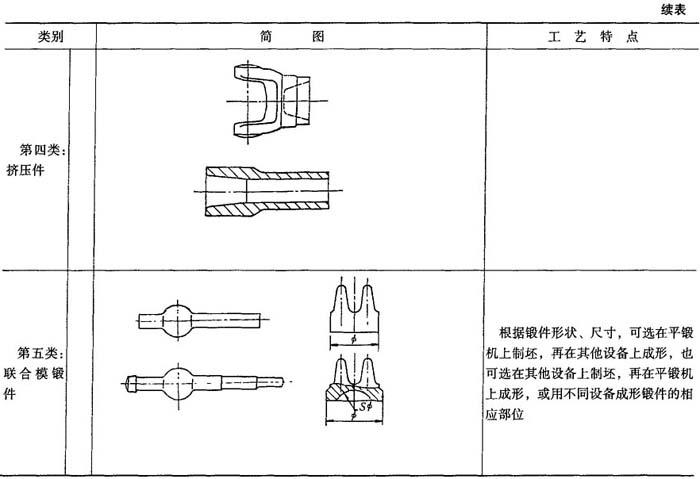
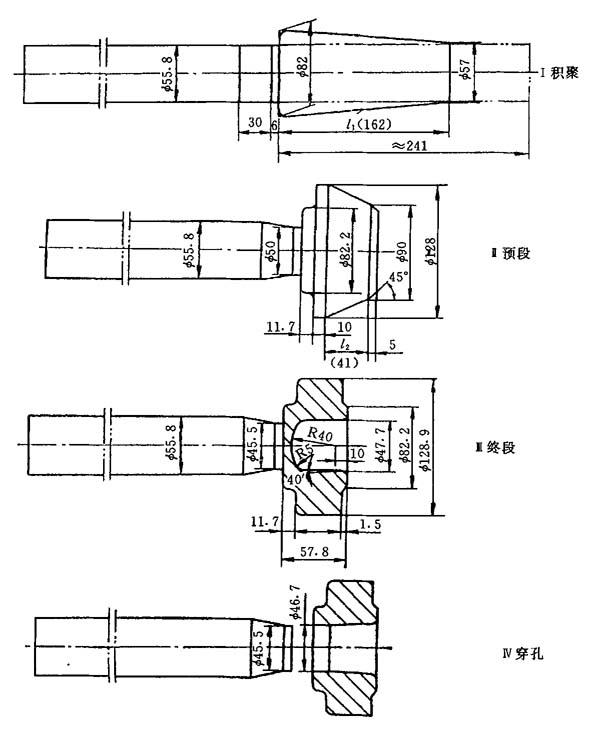
图7-10 驱动齿轮平锻工步图
3.轮毂轴管锻件平锻工艺实例
锻件图见图7-11,平锻工步图见图7-12.
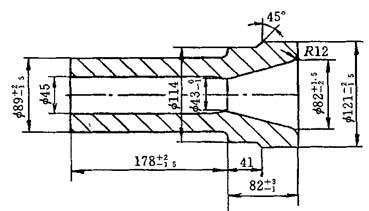
图7-11 轮毂轴管冷锻件图
技术条件:1.未注明圆角半径R=5mm;2.未注明残留毛边不大于2mm;3.表面缺陷深度不大于1mm;4.锻件错差不大于1mm;5.热处理调质硬度d=3.6~3.9mm;6.壁厚差不大于2mm;材料:40MnB;规格:钢管Φ89mm×22mm(高级)
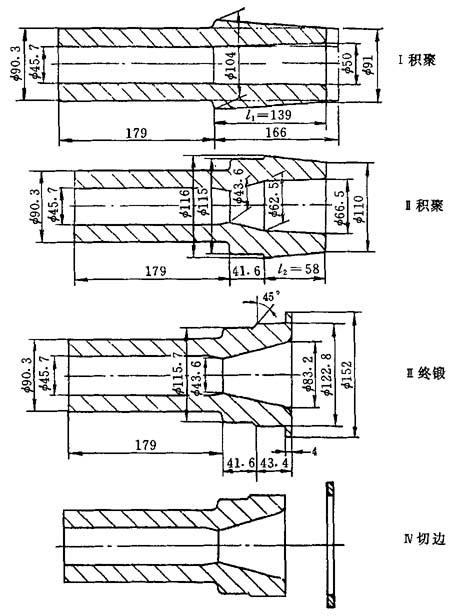
图7-12 轮毂轴管平锻工步图(热尺寸,未注为R5)
- 呕里僧是什么意思
- 呕里呕抠是什么意思
- 呕露水是什么意思
- 呕青蓝水是什么意思
- 呕风是什么意思
- 呕鵶是什么意思
- 呕鸦是什么意思
- 呕鼻子是什么意思
- 呕𠷇是什么意思
- 呖是什么意思
- 呖呖是什么意思
- 呖呖叫是什么意思
- 呖呖子是什么意思
- 呗是什么意思
- 呗儿咕是什么意思
- 呗赞是什么意思
- 员是什么意思
- 员不得是什么意思
- 员丘是什么意思
- 员丘国是什么意思
- 员丘山是什么意思
- 员丘帝俊竹是什么意思
- 员丘帝竹是什么意思
- 员九华是什么意思
- 员会是什么意思
- 员体是什么意思
- 员佩莲是什么意思
- 员俶是什么意思
- 员僚是什么意思
- 员兴宗是什么意思
- 员利针是什么意思
- 员半千是什么意思
- 员华亭是什么意思
- 员司是什么意思
- 员名是什么意思
- 员吏是什么意思
- 员吭是什么意思
- 员员是什么意思
- 员员澹澹是什么意思
- 员在是什么意思
- 员外是什么意思
- 员外司马是什么意思
- 员外司马督是什么意思
- 员外学士是什么意思
- 员外官是什么意思
- 员外将军是什么意思
- 员外巾是什么意思
- 员外常侍是什么意思
- 员外散骑侍郎是什么意思
- 员外散骑常侍是什么意思
- 员外殿中将军是什么意思
- 员外郎是什么意思
- 员外酋望是什么意思
- 员官是什么意思
- 员宝山是什么意思
- 员实是什么意思
- 员山鱼丸米粉是什么意思
- 员峤是什么意思
- 员峤波翻是什么意思
- 员峤真逸是什么意思