刷镀工艺
电刷镀工序为:①表面清理→②电净处理→③活化→④镀底层→⑤镀尺寸层和夹心层→⑥镀工作层.
7.6.4.1 表面清理
清除工件表面毛刺、凹凸不平、疲劳破坏等缺陷,甚至上车床加工恢复工件表面几何状态.令表面基本平整,Ra<2.5μm.此外,还应进行除油、除锈、化学除油或喷砂、钢丝刷等处理.
7.6.4.2 电净化处理
目的是:用电化学方法进一步除去微观油污,即在通电情况下使用化学溶液——电净液对工件表面进行电解除油。电净液是一种碱性溶液,pH=11,具有较强的除油能力及少许除锈能力.电净化处理过程是:工件接负极,工具接正极,两极间电压8~12V,阴阳极相对运动速度为0.15~3m/s,电净时间:15~30s.
7.6.4.3 活化处理
目的:去除工件表面氧化膜.
活化液:呈酸性,具有很强的去除金属表面氧化物的能力.活化液的选择及活化规范必须按基体材料性质选择.
活化处理过程是:工件接电源正极,镀笔接负极,对工件表面进行电解浸蚀,使其露出金属基体新鲜本色.
工件表面活化后的状态是:呈银灰色,无花斑.活化后用水冲干净.
活化处理工艺参数:电压:8~25V(取决于活化液成分),两极相对运动速度:0.15~3m/s.
活化时间:10~90s.
7.6.4.4 镀底层
底层(又称过渡层或起镀层)作用:此薄层可有效提高工作层与基体的结合强度,并防止腐蚀性溶液对基体的腐蚀.
底层材质:最常用底层镀液是特殊镍、中性镍、低氢脆镉和镍-钨.特殊镍适于大部分金属材料(如碳钢及合金钢);中性镍适于铸铁、铸铝等疏松材料;低氢脆镉适于高强钢.
镀底层工艺参数:电压:6~20V,两极相对运动速度:0.1~0.5m/s,时间:60~90s.
7.6.4.5 镀尺寸层和夹心层
什么叫尺寸镀层?所谓尺寸镀层,即在满足零件的工作条件及技术要求的前提下,选用某些沉积速度快的镀液作为快速恢复尺寸的镀层材料,由此种材料形成的镀层,称尺寸镀层.
尺寸镀层作用:尽快恢复工件表面所需尺寸.
常用尺寸层镀液:快速镍、致密快镍、碱铜、高速酸铜、碱镍、中性镍、高堆积碱铜、高堆积镍等.
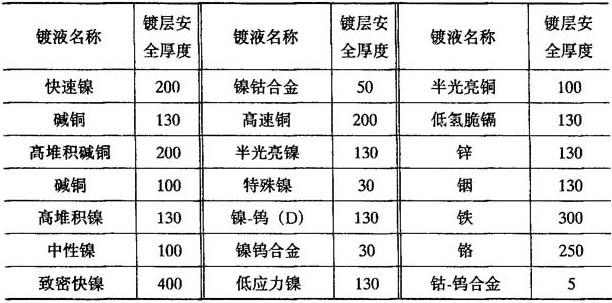
另外需指出的是:在刷镀时,镀单一金属一次不能镀得太厚,若一次镀层太厚,则内应力大,晶体结构变粗,裂纹增多,强度降低,甚至脱落.一次所能镀的最大厚度(在各项性能指标得到保证的情况下),称为此种金属的层的安全厚度.表7-30为常用金属镀层的安全厚度.
表7-30 常用金属镀层的安全厚度 μm
有些工件由于磨损厚度大于单一镀层所允许的厚度值,为改善单一镀层的应力状态,往往在尺寸镀层中间夹镀一层或几层其他性质的镀层,称为夹心镀层.常用夹心镀层有快速镍、特殊镍、碱铜、低应力镍、碱镍、镍-钨(D)等.夹心镍层厚度一般不超过0.05mm.
7.6.4.6 镀工作层
工件表面最后刷镀的承受工作负荷的镀层,称为工作层.工作层应能满足工作使用性能并能与尺寸层结合良好.
常用的不同功能工作层有以下几种.
耐磨工作层:镍-钨(D)、镍钨合金.
耐蚀工作层:锌或镉.
防渗碳、防氮化层:碱铜或高堆积铜(0.01~0.02mm).
减摩防粘层:铟或锡(0.005~0.01mm).
过盈配合层:快速镍、致密镍、半光亮镍.
装饰性层:金、银、铜、镍等.
7.6.4.7 工序间水洗
每道工序完成后,都要进行水冲洗,以免镀液间污染.冲洗最好用软水(冷开水),自来水也可,不能用河水、江水.当室温不低于10℃时,电净、活化和打底层后,可用室温水洗;当镀层较厚、刷镀时间长时,镀完尺寸层或工作层之后的工件温度可能较高,则必须用温水(750℃)冲洗.特别是在天气寒冷时,直接用冷水冲洗,镀层会因突然收缩而产生裂纹,甚至脱落.
- 村连三峡暮云起,潮送九江寒雨来。是什么意思
- 村道是什么意思
- 村遥红树远,野阔白烟平。是什么意思
- 村邑是什么意思
- 村郎是什么意思
- 村部是什么意思
- 村郭是什么意思
- 村鄙是什么意思
- 村酒是什么意思
- 村酒醉人多是什么意思
- 村酒野蔬是什么意思
- 村酤是什么意思
- 村酿是什么意思
- 村醅是什么意思
- 村醉是什么意思
- 村醪是什么意思
- 村醪可饮,且须同醉;溪鱼堪鲙,切莫论钱。是什么意思
- 村醪泻盎盆,山果亦满盘。是什么意思
- 村醪浓似乳,溪蟹大于盘。是什么意思
- 村釀是什么意思
- 村里是什么意思
- 村里先生放学—— 一伙子都跑了是什么意思
- 村里先生放学——一伙子都跑了是什么意思
- 村里夫妻,步步相随是什么意思
- 村里头家是什么意思
- 村里家是什么意思
- 村里村外是什么意思
- 村里装俏是什么意思
- 村里迓鼓是什么意思
- 村野是什么意思
- 村野匹夫是什么意思
- 村野小路是什么意思
- 村野恋人是什么意思
- 村野房舍是什么意思
- 村野的渡口是什么意思
- 村野老人是什么意思
- 村野间道路是什么意思
- 村钞是什么意思
- 村钱是什么意思
- 村镇是什么意思
- 村镇上的学校是什么意思
- 村镇住宅通用设计图集是什么意思
- 村镇实用技术手册是什么意思
- 村镇建制是什么意思
- 村镇建房用地管理条例是什么意思
- 村镇建设是什么意思
- 村镇建设投资是什么意思
- 村镇建设的发展是什么意思
- 村镇建设试点是什么意思
- 村镇木结构建筑抗震技术手册是什么意思
- 村镇生土结构建筑抗震技术手册是什么意思
- 村镇石结构建筑抗震技术手册是什么意思
- 村镇砌体结构建筑抗震技术手册是什么意思
- 村镇规划是什么意思
- 村镇规划卫生是什么意思
- 村镇规划设计卫生审查是什么意思
- 村镇轻钢结构建筑抗震技术手册是什么意思
- 村镇银行是什么意思
- 村长是什么意思
- 村长和他的兵是什么意思