挤出机头的设计在一般情况下以实际经验为主,多数采用试模的方法确定最后形状。特别是对异型机头,因为实际遇到的问题很复杂,由于塑料的种类不同,它们的剪切速率、表观黏度则不同;树脂的可塑性、稳定性、润滑剂、填充剂等由于种类和配量的不同,其流动性也不相同。因此,由一定的理论公式去推导出完全实用的机头形状及尺寸是很困难的。
挤出机头设计要点:
❶ 机头内应有压缩区,使料流截面变化对融料产生剪切作用,达到进一步塑化的目的。如果剪切力小,塑化不均匀,易产生熔接不良;但剪切力过大易发生热分解,残余应力过大,产生涡流和表面粗糙等弊病。因此,对于热敏性塑料,为了防止热分解,成型时还需加入润滑剂以提高流动性。另外,机头截面变化不宜过急,最好呈流线型,尽量避免死角、凹槽等,以免引起滞料分解。
❷ 根据制品的种类,在机头内要有足够的压缩比。压缩比是指分流器支架出口处截面积与口模芯轴之间形成的环形缝隙面积之比。压缩比过小时,制品不密实,而且塑料通过分流器支架后所形成的接合线不易消除;压缩比过大时,将导致机头结构庞大,物料流动阻力加大,影响产量和质量。一般压缩比取3~6为宜。
❸ 机头内要有成型区,使料流经过几次阻流后渐趋平稳并汇合成充分融合的融料。
❹ 要考虑塑件的收缩和膨胀。融料出模前处于压应力状态,出模后由于弹性恢复而膨胀。变形量的大小与塑料品种、塑件形状及尺寸,机头前后的温度、压力、机头结构、挤出成型条件有关,直接影响塑件尺寸和形状。实际塑件尺寸还与冷却定型时的收缩以及牵引有关,所以口模设计时应考虑留有试模后修整的余地。一般管、棒、板材的机头口模尺寸应比塑件尺寸小,最后由定型、牵引速度来控制尺寸。对异型材则一般口模尺寸比塑件尺寸大,并按不同塑料及塑件截面形状、尺寸,对塑件各部分尺寸凭经验按比例增减,然后经试模后再修整。
❺ 要有相应的调节。为了保证塑件形状尺寸及质量,挤出时挤出力、挤出速度、挤出量等参数要能调节,以适应成型需要,尤其是挤出异型材料时更为重要。常用的有流量调节、壁厚均匀性调节。
❻ 机头要有足够的强度和刚性,结构应简单紧凑,与机筒衔接严密,易于装卸。
❼ 要正确控制温度,口模与机头体的温度应能独立控制。机头的温度直接与塑件外观、变形、防止热分解及塑料充分塑化有关。
(一)管材挤出机头(图2.2-27)
1.机头结构设计
(1)结构形式(表2.2-78)
表2.2-78 管材机头结构形式
各种机头结构比较见表2.2-82。
表2.2-82 机头结构比较
!#表2.2-84 挤出机连接部分尺寸表(机头连接形式Ⅰ、Ⅱ) (mm)!#
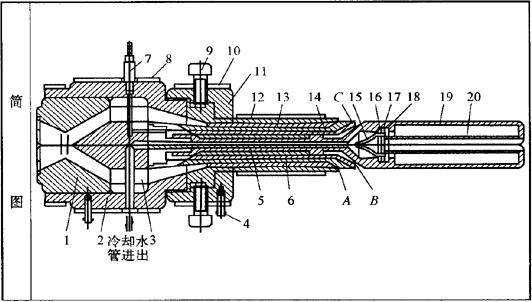
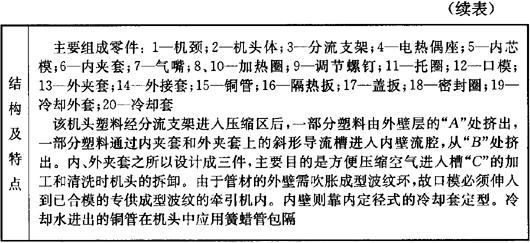
上述三种波纹管挤出成型机头,一般可用于直接挤出圆弧形、矩形、三角形和螺旋形等几种形状的直径较小的波纹管。直径较大的波纹管,一般采用普通管机头挤出管坯,然后趁热用内压法将管坯吹胀成型,依靠设有若干对型模的牵引机冷却定型并匀速直线牵出。
- 《易经》对中国传统建筑的影响是什么意思
- 《易解岐黄》 明 张德恭是什么意思
- 《星》是什么意思
- 《星星之火,可以燎原》是什么意思
- 《星星之火,可以燎原》是什么意思
- 《星星之火,可以燎原》是什么意思
- 《星星之火,可以燎原》(单行本)是什么意思
- 《星期日》是什么意思
- 《星槎胜览》是什么意思
- 《星球大战》是什么意思
- 《春娃娃》是什么意思
- 《春江花月夜》是什么意思
- 《春温集方》一卷 清 赵为干是什么意思
- 《春田一览》 明 房文实是什么意思
- 《春的消息》是什么意思
- 《春秋》是什么意思
- 《春秋》是什么意思
- 《春秋》是什么意思
- 《春秋》是什么意思
- 《春秋》笔法是什么意思
- 《春秋会要》是什么意思
- 《春秋繁露》是什么意思
- 《春笋报》(周报)是什么意思
- 《春蚕》是什么意思
- 《春风这样说》是什么意思
- 《春香传》是什么意思
- 《是乃仁术》三卷 清 范逢源是什么意思
- 《显净土真实教行信证文类》是什么意思
- 《显扬圣教论》是什么意思
- 《晋书》是什么意思
- 《晏子春秋》是什么意思
- 《晏鸣——一头驼鹿的故事》是什么意思
- 《晚年毛泽东》是什么意思
- 《晚年毛泽东与中国古典诗词》是什么意思
- 《晚晴》是什么意思
- 《晚期资本主义的合法化问题》是什么意思
- 《晚清儿童文学钩沉》是什么意思
- 《晨报副刊》是什么意思
- 《普克山的帕克》是什么意思
- 《普及九年义务教育评估验收暂行办法》试行是什么意思
- 《普廖申童话》是什么意思
- 《普慈医案》 清 任允谦是什么意思
- 《普来维梯彻公司》是什么意思
- 《普洛登报告》发表是什么意思
- 《普罗泰戈拉》是什么意思
- 《普罗泰戈拉篇》写成是什么意思
- 《普通中学章程》颁布是什么意思
- 《普通中学职业指导纲要》试行是什么意思
- 《普通中等学校毕业生参加工农业生产的决议》颁布是什么意思
- 《普通学校与职业学校改革的基本方针》是什么意思
- 《普通学校学生暑期劳动条例》发布是什么意思
- 《普通学校工作评定标准》公布是什么意思
- 《普通心理学》是什么意思
- 《普通教育学》是什么意思
- 《普通教育学》是什么意思
- 《普通教育学》是什么意思
- 《普通认识论》是什么意思
- 《普通语言学教程》是什么意思
- 《普通语言学教程》是什么意思
- 《普通语言学问题》是什么意思