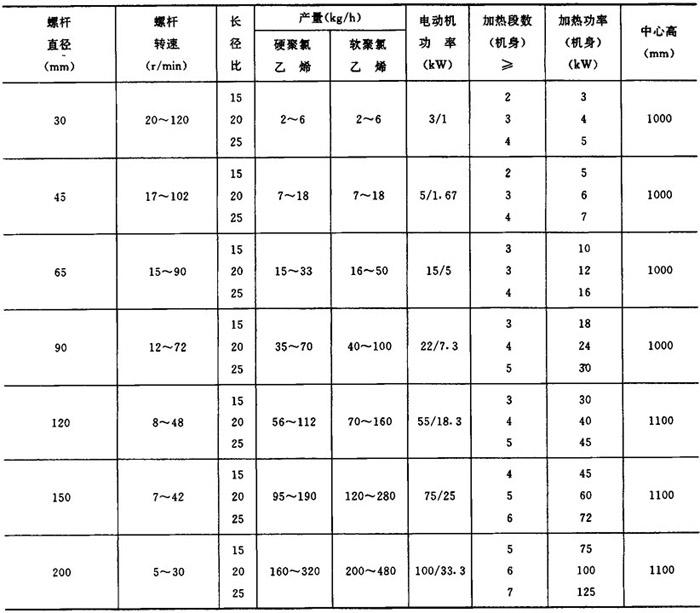
【说明】 挤压复合工艺过程是将聚乙烯等热塑树脂,从挤出机扁平机头的狭缝中挤出熔融状树脂薄膜,并立即通过双辊将熔融状薄膜压在纸、布、铅箔等基材表面上,冷却后制成各种复合材料。单螺杆挤出机基本参数见表1-17-8;挤出机的生产率(流量)的计算见下式。
表1-17-8 单螺杆挤出机基本参数
【公式】

式中 Q——体积流量(cm3/s)
QD——正流量(cm3/s)

D——螺杆外径(cm)
n——螺杆转速(r/min)
h——计量段螺槽深(cm)
Φ——螺旋角(度)
QP——逆流量(cm3/s)

P——螺杆计量段末端物料压力(kg/cm2)
μ——螺槽中熔融物料粘度(kg·s/cm2)
L——螺杆计量段长度(cm)
QL——漏流量(cm3/s)

E——螺杆偏心距校核因数,通常取1.2
δ——螺杆与机筒间隙(cm)
e——螺筋宽度(cm)
μ2——间隙中熔融物料粘度(kg·s/cm2)
【讨论】
❶ 挤出量Q与螺杆直径平方成正比,即:

❷ δ值一般较小,式1-17-2中第三项漏流量QL可忽略不计,因此,公式可简化为:

式中 A、B——螺杆结构尺寸常数,可由式1-17-3相对应的参数求得

❸ 当过滤板、过滤网、机头均未装上时,机头压力为零,挤出量即为挤出机的最大流量Qmax

❹ 当Q=0,则QD=QP,可计算在螺杆末端的最高压力Pmax

❺ 对挤出机各部件进行强度计算时,一般取机头压力为:

❻ 物料在机头的流动方程式:

式中 △P——物料通过机头的压力降(kgf/cm2)△P≈P
μ——物料在机头处的粘度(kg·s/cm2)
K——机头阻力系数,与机头形状有关,对圆形机头:

对狭缝状机头:

对圆管状机头:

D1——圆筒直径(cm)
L1——平直部分长度(cm)
W——狭缝宽度(cm)
t——狭缝厚度或圆管厚度(cm)
m——管平均周长(cm)
- 砚山堂诗集是什么意思
- 砚山居士是什么意思
- 砚山裁云——方韶砚雕作品集是什么意思
- 砚岳是什么意思
- 砚峰是什么意思
- 砚州和黄布沙是什么意思
- 砚席是什么意思
- 砚弟是什么意思
- 砚录是什么意思
- 砚录山房是什么意思
- 砚心是什么意思
- 砚怡是什么意思
- 砚斋是什么意思
- 砚材是什么意思
- 砚林是什么意思
- 砚林诗集是什么意思
- 砚樵是什么意思
- 砚水壶是什么意思
- 砚水泊儿是什么意思
- 砚水滴残心血,笔花幻出灵魂。是什么意思
- 砚水生冰墨半干,画梅须画晚来寒。 树无丑态香沾袖,不爱花人莫与看。是什么意思
- 砚池是什么意思
- 砚汪是什么意思
- 砚洼圪道是什么意思
- 砚浮窗外影,人拾树中诗。是什么意思
- 砚海是什么意思
- 砚渔庄是什么意思
- 砚滴是什么意思
- 砚炉阁是什么意思
- 砚炉阁诗集是什么意思
- 砚王是什么意思
- 砚环是什么意思
- 砚瓦是什么意思
- 砚瓦台是什么意思
- 砚瓦合儿是什么意思
- 砚瓦底是什么意思
- 砚瓦爿是什么意思
- 砚瓦盘是什么意思
- 砚瓦盘子是什么意思
- 砚瓦石是什么意思
- 砚瓮儿是什么意思
- 砚生是什么意思
- 砚田是什么意思
- 砚田无荒岁是什么意思
- 砚田笔耒是什么意思
- 砚田轩是什么意思
- 砚田钮夫是什么意思
- 砚痕堂是什么意思
- 砚癖斋是什么意思
- 砚的美称是什么意思
- 砚盖是什么意思
- 砚盘是什么意思
- 砚石是什么意思
- 砚石山房是什么意思
- 砚石鉏夫是什么意思
- 砚砖是什么意思
- 砚碗是什么意思
- 砚窝是什么意思
- 砚笺是什么意思
- 砚红是什么意思