(一)压坯形状设计
设计压坯形状时应考虑:在压制的许可条件下,尽可能使压坯的形状与零件相同,以减少后续机加工和粉末的浪费;但在有些情况下,零件的形状不能适应压制要求,这时应对原零件形状作适量的修改,以改善压模受力条件,提高压坯质量、简化压模结构。
1.改善粉末充填模腔状况的压坯举例(表3.3-3)
表3.3-3 改善粉末充填模腔状况的压坯举例
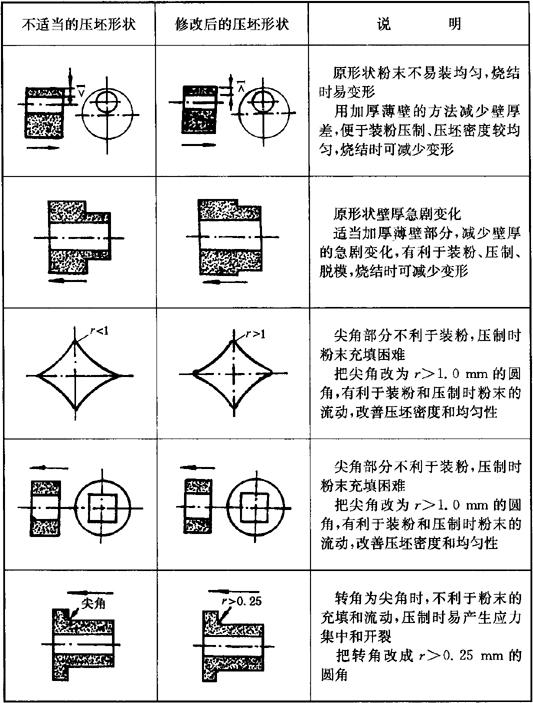
注:图中箭头表示压制时压坯朝上的方向。以下表相同。
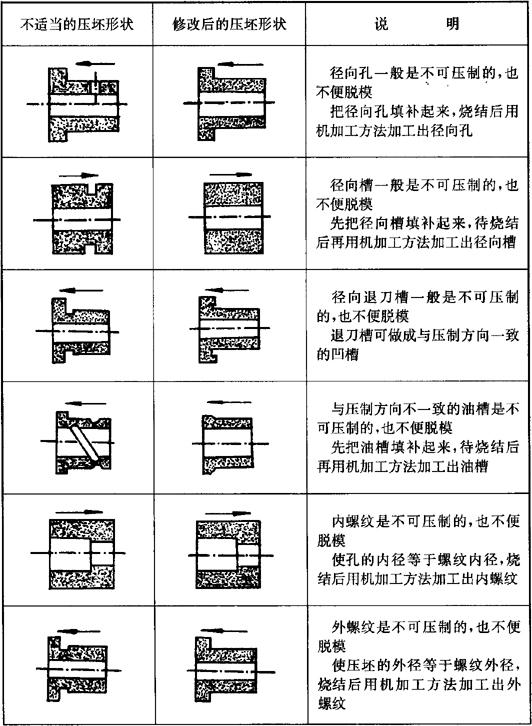
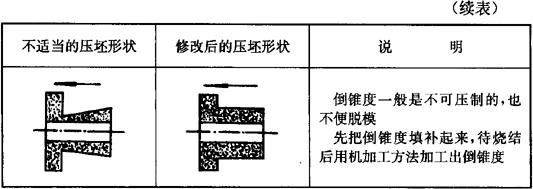
2.改变不可压制部位的压坯举例(表3.3-4)
表3.3-4 改变不可压制部位的压坯举例
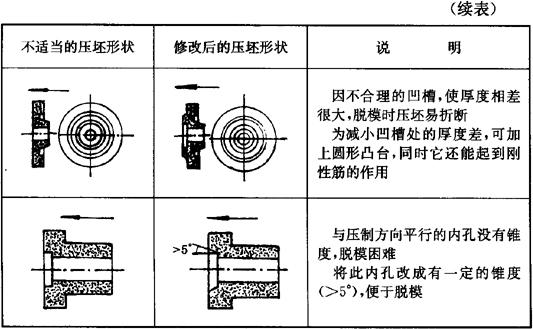
3.改善脱模困难的压坯举例(表3.3-5)
表3.3-5 改善脱模困难的压坯举例
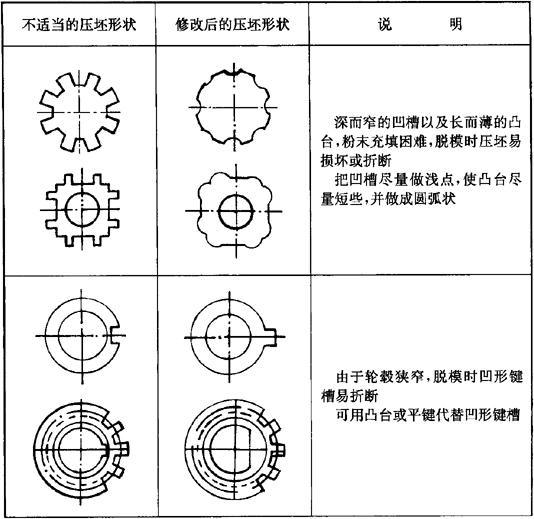
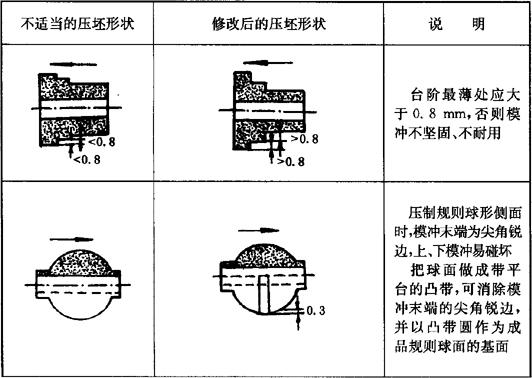
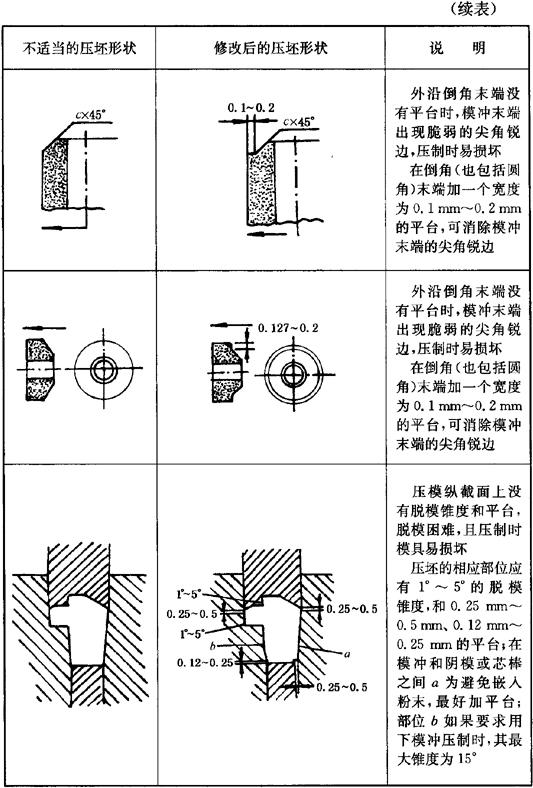
4.防止压模出现脆弱部位的压坯举例(表3.3-6)
表3.3-6 防止压模出现脆弱部位的压坯举例
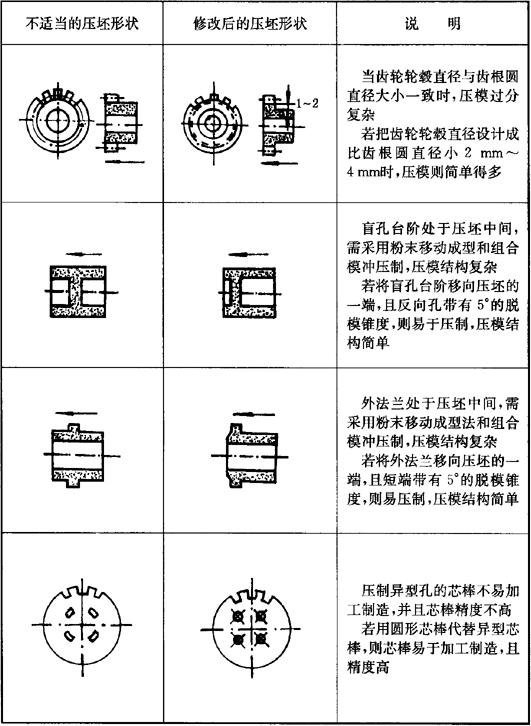
5.简化模具结构和模具制造的压坯举例(表3.3-7)
表3.3-7 简化模具结构和模具制造的压坯举例
(二)压坯精度及表面粗糙度设计
1.压坯尺寸精度
(1)径向尺寸精度
粉末冶金压制件的径向尺寸是比较容易达到高精度要求的。当精度要求低时,烧结后不必整形,以减少后续工序。
常见的铁、铜基零件,烧结后的径向尺寸精度及公差见表3.3-8。
表3.3-8 烧结后的径向尺寸精度及公差
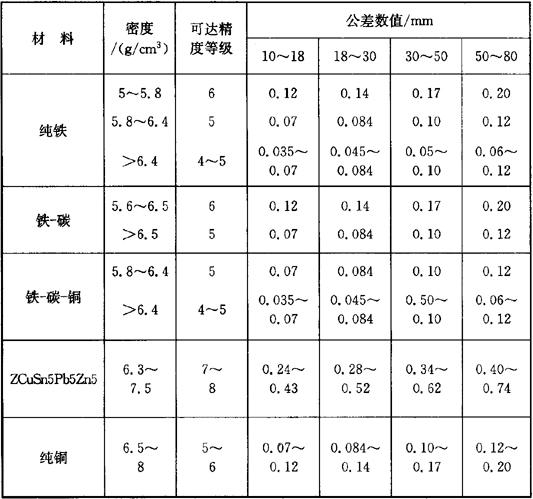
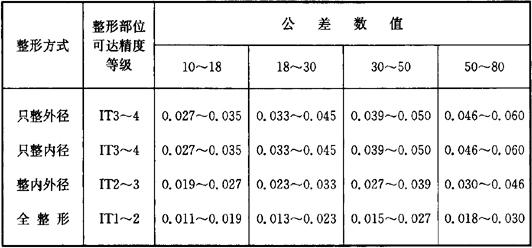
常见的铁、铜基零件,整形后的径向尺寸精度及公差见表3.3-9。
表3.3-9 整形后的径向尺寸精度及公差 (mm)
对于复压复烧态零件,其径向尺寸精度为IT4~5。
(2)轴向尺寸精度
压坯的轴向尺寸精度比径向尺寸精度难控制。在自动压制时,压坯的轴向高度偏差为±0.10mm~0.15mm,经自动全整形(或复压)的较小压制件,其轴向尺寸偏差为±0.03mm~0.05mm。
(3)齿轮公法线尺寸精度
一般烧结态齿轮公法线偏差控制在齿轮精度IT9,经整形后可提高到IT8。
2.压坯位置精度
压坯的位置精度,常见的有同轴度、平行度和垂直度等。
自动压制时,轴套类压坯的同轴度偏差带可控制在0.02mm~0.03mm内,相当于IT7~8精度。
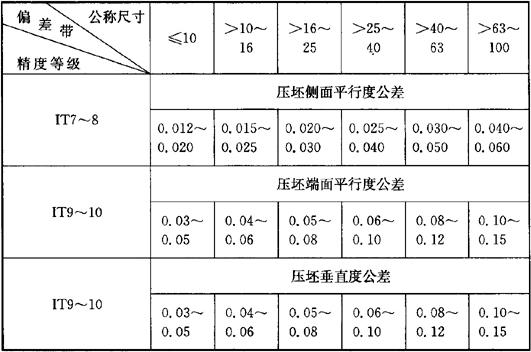
压坯的平行度和垂直度偏差见表3.3-10。
表3.3-10 压坯的精度等级及平行度、垂直度公差 (mm)
3.压坯的表面粗糙度
压坯的表面粗糙度值通常为Ra1.6μm~0.4μm,而平行于压制方向的压坯侧面,经整形后粗糙度值可达Ra0.4μm~0.1μm。
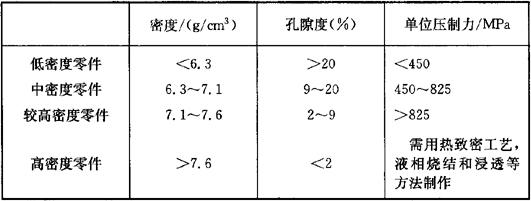
4.压坯密度设计(表3.3-11)
表3.3一11 铁基压坯密度
- 曾熙北魏楷书帖是什么意思
- 曾熙媛是什么意思
- 曾熙文是什么意思
- 曾熙行书轴是什么意思
- 曾燕萍是什么意思
- 曾燠是什么意思
- 曾爟是什么意思
- 曾父是什么意思
- 曾牧野是什么意思
- 曾犯有罪案是什么意思
- 曾玄是什么意思
- 曾玉是什么意思
- 曾玉衡是什么意思
- 曾王孙是什么意思
- 曾王父是什么意思
- 曾玺是什么意思
- 曾琦是什么意思
- 曾瑑华是什么意思
- 曾瑞是什么意思
- 曾瑞卿是什么意思
- 曾瑞的生平简介、资料和作品是什么意思
- 曾生是什么意思
- 曾甦元是什么意思
- 曾用名是什么意思
- 曾申是什么意思
- 曾畹是什么意思
- 曾畿《三衢道中》是什么意思
- 曾畿生是什么意思
- 曾百利是什么意思
- 曾皙是什么意思
- 曾益是什么意思
- 曾省是什么意思
- 曾省
 是什么意思
是什么意思 - 曾省三是什么意思
- 曾省斋是什么意思
- 曾着是什么意思
- 曾着卖糖君子哄,到今不信口甜人是什么意思
- 曾着卖糖君子哄, 到今不信口甜人。是什么意思
- 曾知府诬告黄国材停盗案是什么意思
- 曾石塘是什么意思
- 曾石德是什么意思
- 曾石泉是什么意思
- 曾砺是什么意思
- 曾确庵三种是什么意思
- 曾碧漪是什么意思
- 曾祖是什么意思
- 曾祖妣是什么意思
- 曾祖母是什么意思
- 曾祖父是什么意思
- 曾祖王母是什么意思
- 曾祖王父是什么意思
- 曾祖的父是什么意思
- 曾祥元是什么意思
- 曾祥廷是什么意思
- 曾祥煌是什么意思
- 曾祥瑞是什么意思
- 曾祥祺是什么意思
- 曾祥鹤是什么意思
- 曾福盛是什么意思
- 曾秀苍是什么意思