前面已按板料冲压工序的基本变形方式,讨论了它们的成型特点、计算方法和模具的结构设计要点。对中、高级模具工来说,更重要的是要学会确定冲压件的工艺方案,编制工艺规程。其主要内容如下:
1.考虑工序性质
冲压件的工序性质是指该零件所需的冲压工序类型(表1.3-11)。
表1.3-11 冲压工序类型
(a)落料、拉深 (b)再拉深 (c)成型 (d)冲孔修边 (e)外缘翻边、翻内孔 (f)折边
(5)高精度件
精度要求高的零件,可采用精冲方法进行成型,或者在普通冲压后,再增加一道整修工序。如图1.3-55所示的调温器外壳和图1.3-56所示的油箱口,它们的工艺过程中均增加了一道整形工序。
(a)拉深 (b)冲孔 (c)翻边与整形R5至R0.5 (d)切边 (e)冲侧孔 (f)整形 (g)冲顶部两孔 (h)成品零件图
3.确定工序的组合方式
(1)生产批量小
常选用单工序简单模。
(2)生产批量大
冲压工序应尽可能地组合在一起,进行复合模或级进模冲压。
(3)尺寸过小的冲压件
考虑到单工序模供料不方便和生产效率低,也常选用复合模或级进模生产。
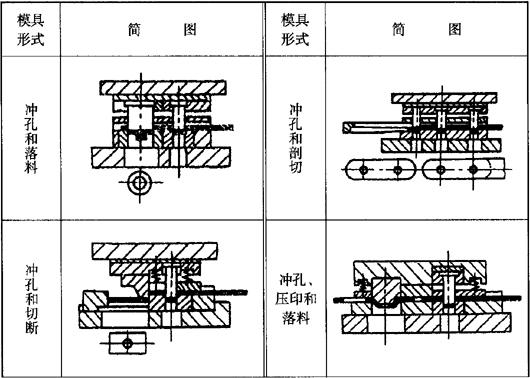
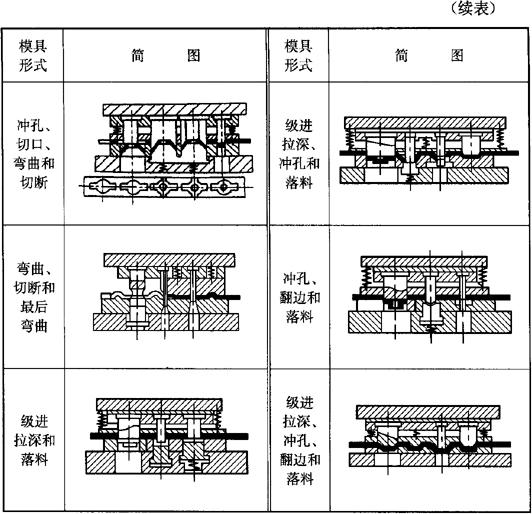
常见的复合模和级进模的工序组合方式,可分别按表1.3-14和表1.3-15选用。
表1.3-14 复合模的工序组合方式
- 元曲典故24是什么意思
- 元曲典故25是什么意思
- 元曲典故26是什么意思
- 元曲典故27是什么意思
- 元曲典故28是什么意思
- 元曲典故29是什么意思
- 元曲典故3是什么意思
- 元曲典故30是什么意思
- 元曲典故31是什么意思
- 元曲典故32是什么意思
- 元曲典故33是什么意思
- 元曲典故34是什么意思
- 元曲典故35是什么意思
- 元曲典故36是什么意思
- 元曲典故37是什么意思
- 元曲典故4是什么意思
- 元曲典故5是什么意思
- 元曲典故6是什么意思
- 元曲典故7是什么意思
- 元曲典故8是什么意思
- 元曲典故9是什么意思
- 元曲四大家是什么意思
- 元曲家考略是什么意思
- 元曲对朝鲜的影响是什么意思
- 元曲对越南的影响是什么意思
- 元曲小百科是什么意思
- 元曲百科大辞典是什么意思
- 元曲百科大辞典。是什么意思
- 元曲百科词典是什么意思
- 元曲百科辞典是什么意思
- 元曲精品赏析1是什么意思
- 元曲精品赏析10是什么意思
- 元曲精品赏析11是什么意思
- 元曲精品赏析12是什么意思
- 元曲精品赏析13是什么意思
- 元曲精品赏析14是什么意思
- 元曲精品赏析15是什么意思
- 元曲精品赏析16是什么意思
- 元曲精品赏析17是什么意思
- 元曲精品赏析18是什么意思
- 元曲精品赏析19是什么意思
- 元曲精品赏析2是什么意思
- 元曲精品赏析20是什么意思
- 元曲精品赏析21是什么意思
- 元曲精品赏析22是什么意思
- 元曲精品赏析23是什么意思
- 元曲精品赏析24是什么意思
- 元曲精品赏析25是什么意思
- 元曲精品赏析26是什么意思
- 元曲精品赏析27是什么意思
- 元曲精品赏析28是什么意思
- 元曲精品赏析29是什么意思
- 元曲精品赏析3是什么意思
- 元曲精品赏析30是什么意思
- 元曲精品赏析31是什么意思
- 元曲精品赏析32是什么意思
- 元曲精品赏析33是什么意思
- 元曲精品赏析34是什么意思
- 元曲精品赏析35是什么意思
- 元曲精品赏析36是什么意思