制材生产工艺设计lumber productiontechnology design
对新建或改建制材车间,确定制材生产技术方案,合理规划生产活动的工作。它使制材生产按照计划任务书进行生产,使新建或改建的制材车间能获得最佳经济效益。设计制材车间时,首先应具备以下几种原始资料:❶原木来源,年供应量,运输方法,材种类别,树种比例,原木等级,产品规格、数量、用途,技术要求;
❷设计的车间生产能力和允许变动的范围;
❸生产班次和年工作日数;
❹剩余物(废材、锯屑)的利用途径;
❺可能提供的设备和机械化程度;
❻对原木准备作业的要求;
❼对厂内外和车间运输设备的要求等等。制材生产工艺设计主要包括:编制生产大纲、设计计算、制材工艺路线的设计、锯机设备选择和每一锯机位置的确定、运输设备选择及制材车间的工艺布置。
生产大纲 年原木供应计划和产品计划。生产大纲有两种类型,其编制方法也不同:❶对不限定成材规格的生产大纲,其原料的供应计划是由计划任务书中提供的设计依据资料编制,一般只指明原木的树种、等级、规格(长度和直径)和年消耗量,按照出材率定额和生产经验资料,在产品计划中列出成材的材种和数量。
❷对于限定成材规格的生产大纲编制,主要根据下锯计划来制定。根据下锯图的分析,编制产品计划。
设计计算 主要分:❶原木及锯材平均尺寸的计算,其中包括原木的平均材积、平均长度、平均直径,锯材的平均宽度、平均厚度、平均材积。
❷验算原木的平均直径和锯材的平均宽度。要验算二者的关系是否合适,看原木明细表中的原木平均直径是否能完成锯材明细表所需要的锯材平均宽度。经过验算,所要求完成的锯材平均宽度的原木应有平均直径与原木实际平均直径相等或近似相等,说明是合适的;若后者小于前者,则说明这批原木不能完成这批锯材加工,可将部分原木采用毛板下锯;若后者大于或等于前者,则部分原木可以采用双方下锯。要计算出单方、双方下锯原木分配表以及计算出单方、双方下锯原木平均直径和出材率。
❸确定木材平衡表。按照产品计划进行锯割,计算所得的成材、小规格材、截头、板皮以及锯口消耗和其他损失,按其所占材积比例大小列成表。从木材平衡表可以看出木材的利用程度。
❹计算每班锯割原木数量。其计算方法是:
制材工艺路线的设计 采用一定设备、按照一定顺序进行生产的系统性设计。是车间设计的基础。拟定工艺路线时,首先是按照原木和成材的各项技术要求确定工序。同时按照企业生产规模和生产组织形式,拟定原木加工的工艺路线,并确定应该采用的设备、下锯方法以及工艺流程,使加工产品符合生产大纲所规定的各项要求。
锯机设备选择 设备的选择包括确定设备的列别、技术特性,以及计算设备的数量两个方面。设备的选择应按工艺流程来进行。设备列别的选择应当从关键的主锯机开始。选择主锯机的列别主要是根据原木的直径、质量和锯材的技术要求;同时对机床的外围尺寸、生产率、锯路消耗、机床精度、功率消耗、采用设备的合理性和其他工艺特点统一考虑,分析比较,择优选用。当主机确定之后,可按上述原则选择其他机床,并且生产能力和主锯机相协调,形成畅通的生产流水线。在选择工艺设备的同时,要考虑附属设备的选择,如带锯跑车以及锯机的进给装置、分板器等等。由生产大纲计算出单位时间内加工的原料数量及机床本身的生产能力来计算出各种列别的机床需要量。车间的机床型号和数量经过计算和多因素分析确定之后,可编制出机床明细表(见表)。当设备选定之后,要确定各锯机的工作位置。
机床明 细 表
| 目 录 | 机 床 名 称 | 工 艺 图 中 的 机 床 号 码 | 机 床 主 要 尺 寸 | 机 床 型 号 | 界 线 尺 寸 | 机 床 数 量 | 电动机功率 (千瓦) | 机床重量 (千克) | 备 注 | ||
| 每 台 机 床 | 全 部 机 床 | 每 台 机 床 | 全 部 机 床 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
运输设备的选择在制材车间, 各个工艺环节是利用运输设备联系起来的。原木、锯材成品及半成品、板皮和锯屑都应当按照工艺路线和机床的生产性能要求, 按照规定的速度连续或间断地运行, 以保持生产的均衡性与节奏性。制材车间的运输设备包括: ❶原木从楞场进入楞台前的运输设备。其类型的选择是根据生产规模、车间结构、原木特点、原木存放方式等多种因素确定。小平车和抱材车通常在产量较小、运输距离较短的制材车间采用; 原木纵向输送机通常是在产量较大的制材车间,特别是在二层的制材车间采用; 原木横向输送机多与原木纵向运输机配合应用, 也可以代替原木楞台具有贮存原木的功能, 原木不经过转向, 直接把原木送到主锯上; 采用叉车运输原木灵活性强, 特别是锯割大径级原木采用较多。
❷锯材成品和半成品的纵向运输设备。其类型选择根据生产规模、特点、设备与设备之间联系方式、对机械化程度的要求等因素确定。运输量大、中间环节装卸次数较多的情况下, 应采用辊筒运输机; 运输板材或中间环节装卸次数少及运输板材、小方材时,多采用皮带运输机。
❸车间内横向运输设备, 多采用圆环焊接链横向运输机。
❹剩余物的运输设备。根据剩余物的大小及形状特点而采用不同的设备。运输木片, 可采用气力运输装置输送到集中料仓; 小板头、板条则采用皮带运输机; 运输锯屑多采用气力运输机, 也有的采用皮带运输机或刮板运输机。
制材车间工艺布置图 各类锯机、附属设备、运输设备及中间仓库在制材车间的位置图。各种锯机是根据加工程序依次排列的,原料按照加工顺序前进,最后形成半成品和成品。工艺布置图按制材加工特点和产品种类分,有生产不同长度的锯材、毛料、小规格材及木片等复杂产品的工艺布置图;生产较长锯材和木片的工艺布置图;生产专用材的工艺布置图。按照主锯机分,有以带锯为主机工艺布置图;以框锯为主机工艺布置图;以圆锯为主机工艺布置图;铣锯机工艺布置图;铣方机工艺布置图;混合锯机工艺布置图,等等。图1是以带锯为主机的工艺布置图。这种布置,设备为纵向排列,适于锯割不同质量、规格的原木。可采用三面、四面、毛板、径向等下锯法锯割普通锯材、家具材或专用材,工艺灵活性强。
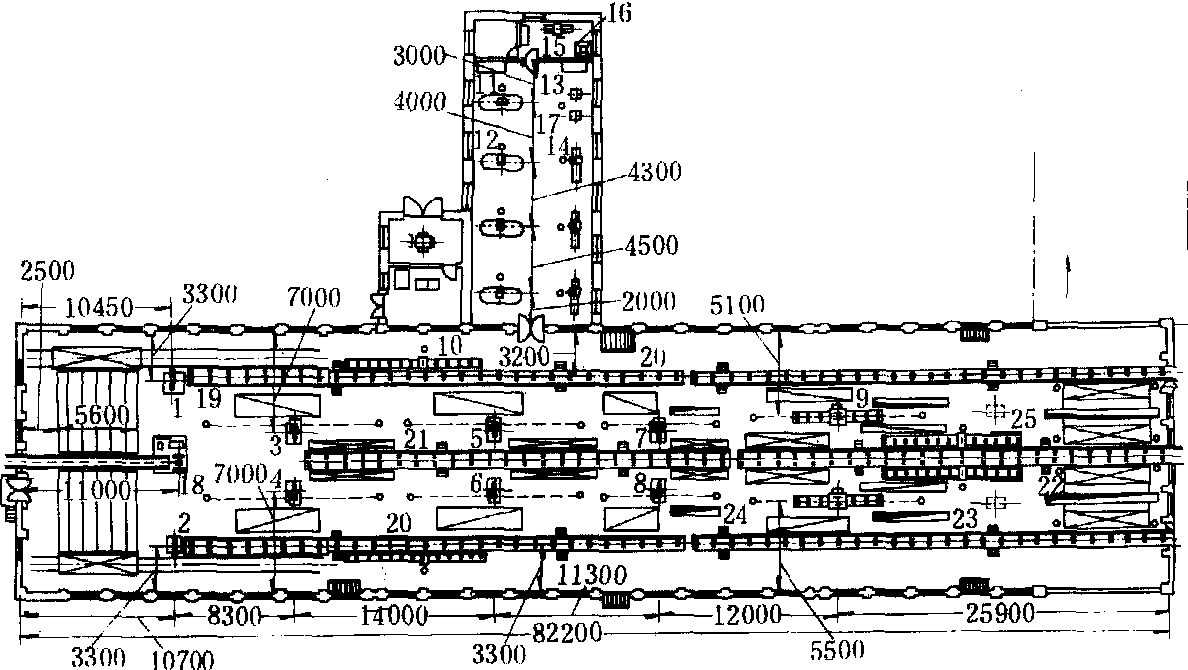
图1 以带锯为主机的工艺布置
1、2.跑车大带锯; 3、4.主力小带锯; 5、6、7、8.小带锯; 9、10.双圆锯裁边机; 11、12.截锯; 13.圆锯锉锯机; 14.压锯机; 15.接锯机; 16.烘炉; 17.截锯锉锯机;
18.原木链减速器; 19、20.辊筒运输机; 21.带式运输机; 22、23、24、25. 投料口
设计制材车间工艺布置图时, 应遵循如下原则:❶保证完成生产任务;
❷原木成品、半成品按照工艺过程的顺序流动, 力求直线使流程最短, 避免逆流;
❸合理确定通道及布置工作地, 保证生产安全、操作方便;
❹正确的确定机床之间和机床与墙壁及车间内建筑物、通道之间的距离;
❺合理布置中间仓库的位置和面积;
❻考虑生产发展和必要的灵活性。
图形标记 进行工艺布置时,画出的机床的轮廓图形。其比例一般为1:100,1:200或1:50。机床的轮廓图画出机床的最大尺寸。图2为拟画的机床外形标记,确切大小应根据机床说明书画出。机床旁应标出工人工作位置。
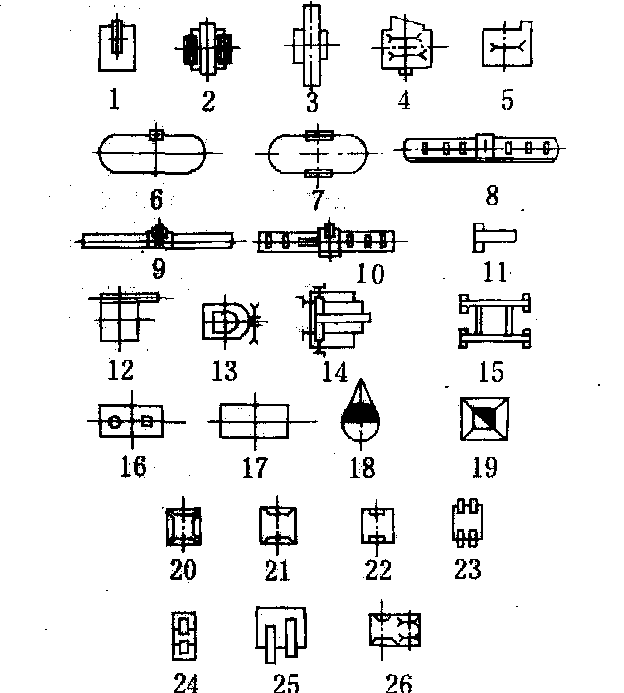
图2 机床轮廓示意
1.带锯机;2.框锯机;3.卧式带锯机;4.双锯片裁边圆锯;5.圆锯机;6.锉锯机;7.开齿锯条架;8.裁断圆锯;9.带锯条焊接装置;10.辊压锯条装置;11.开齿机;12.砂轮机;13.圆锯锉锯机;14.铣床;15.带锯锯条架;16.锤打台;17.虎钳;18.铁砧子;19.烘炉;20.制方机(整边方);21.铣方机(毛方);22.铣边机;23.四联带锯机;24.双联带锯机;25.串联带锯
机;26.锯削联合机
- 锅贴金钱鸡是什么意思
- 锅蹴溜是什么意思
- 锅轴下是什么意思
- 锅边粑粑是什么意思
- 锅边转是什么意思
- 锅连釜灶是什么意思
- 锅道是什么意思
- 锅道门子是什么意思
- 锅釉子是什么意思
- 锅里不找碗里找是什么意思
- 锅里剖西瓜——滴水不漏是什么意思
- 锅里吃,锅里屙是什么意思
- 锅里捞饺子——稳拿把攥是什么意思
- 锅里无米白添柴是什么意思
- 锅里有了米,不愁碗里没有饭是什么意思
- 锅里有碗里才有是什么意思
- 锅里有饭肚里饱是什么意思
- 锅里有,碗里才能有是什么意思
- 锅里没搅的,碗里没舀的是什么意思
- 锅里添水,不如灶里抽柴是什么意思
- 锅里炒石头——油盐不进是什么意思
- 锅里煮娃娃——熟人是什么意思
- 锅里煮娃娃——熟人熟食是什么意思
- 锅里煮娃娃鱼——熟人熟食是什么意思
- 锅里煮的什么肉,自己知道是什么意思
- 锅里煮黄连——苦闷是什么意思
- 锅里的螃蟹是什么意思
- 锅里的螃蟹——横行不了几时是什么意思
- 锅里要是没有肉,勺子也舀不上肉来是什么意思
- 锅里馒头嘴边食是什么意思
- 锅里麦屑粥是什么意思
- 锅铁脸是什么意思
- 锅铛子是什么意思
- 锅铣是什么意思
- 锅铲是什么意思
- 锅铲头是什么意思
- 锅铲灰是什么意思
- 锅锅是什么意思
- 锅锅儿是什么意思
- 锅锅子是什么意思
- 锅锅窑是什么意思
- 锅锅背是什么意思
- 锅锅腰是什么意思
- 锅锈是什么意思
- 锅锈灰是什么意思
- 锅锉是什么意思
- 锅锉蛮是什么意思
- 锅锤儿是什么意思
- 锅锹是什么意思
- 锅门是什么意思
- 锅门口是什么意思
- 锅门嘴子是什么意思
- 锅门脸是什么意思
- 锅间是什么意思
- 锅面甑是什么意思
- 锅颃老鼠是什么意思
- 锅饼是什么意思
- 锅饼灰是什么意思
- 锅馈是什么意思
- 锅驼机是什么意思