超高强度钢的焊接
目前用于焊接结构的超高强度钢,主要包括低合金超高强度钢和马氏体时效钢。前者通常以退火状态下供货,焊后经淬火和回火后使用。后者通常以固溶状态下供货,焊后经时效处理后使用。
此外,超高强度钢中的中合金超高强度钢和半奥氏体沉淀硬化不锈钢也用于制造焊接件。
1.焊接特点
(1)焊缝金属的韧性:在焊缝金属的强度与母材的强度相当的情况下,焊缝金属的韧性一般低于母材的韧性。这主要是焊缝金属的铸态组织及S、P等有害元素的偏析所造成。强度级别愈高,韧性降低也越多。
焊缝金属韧性低,是超高强度钢焊接结构低应力破坏的主要原因之一。为提高焊缝金属的韧性,除应选用韧性高的母材和填充金属,改进冶炼方法,降低硫、磷、氢、氧、氮的含量外,还应选择合适的焊接方法、工艺参数及合适的热处理工艺。
焊接方法中以钨极氩弧焊为好,熔化极氩弧焊次之,手弧焊及埋弧焊再次之。为减小热影响区,尤其是过热区及半熔化区韧性下降的幅度,宜采用较小的线能量及合理的焊接顺序。焊后热处理可在一定程度上恢复接头的韧性。
(2)焊接裂纹:常见的有冷裂纹、热裂纹和微裂纹。低合金超高强度钢含碳量较高(一般为0.25%~0.45%),冷裂纹倾向比高强度钢大。马氏体时效钢的含碳量极低,S、P含量也很低,具有很高的韧性,对冷裂纹不敏感,不需要预热和后热。但仍需要降低焊缝中的H2含量(必要时通过热处理去氢),当H2含量超过百万分之5时,也有出现冷裂纹的可能性。
为了减小超高强度钢的焊接热裂纹的敏感性,应严格控制S、P在焊缝金属中的含量。S、P应分别小于0.015%,总量应小于0.025%。
微裂纹在超高强度钢焊接中较常见。在使用和存放过程中,有可能继续扩展,成为低应力破坏的原因之一。
(3)气孔:在马氏体时效钢焊接中较常见。为防止气孔,除焊丝(或焊条)应含足够的Ti、Al外,还应避免在湿度大的环境中或用未经烘干的焊条焊接。
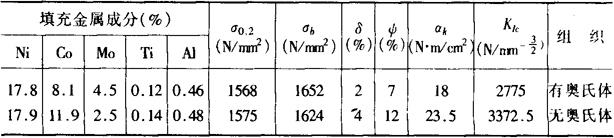
(4)焊缝中合金元素的偏析:对马氏体时效钢焊缝韧性影响较显着,马氏体时效钢的焊缝凝固时,在枝晶间Ni、Mo和Ti等元素富集(特别是Mo和Ti),同时Fe和Co浓度降低。在晶间形成很稳定的奥氏体,这种残留奥氏体影响焊缝强度和韧性。表10-16为这种影响的实例。
表10-16 残留奥氏体对焊缝金属韧性的影响
为减少和避免马氏体时效钢焊缝中残留奥氏体,一般采取以下措施:
1)调整焊丝成分,减少元素偏析;
2)采用小线能量;
3)多层焊时,层间温度应小于120℃;
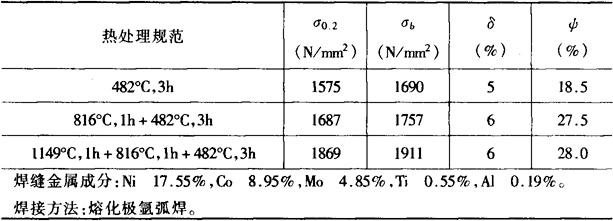
4)对焊缝金属进行高温均匀化处理,可恢复焊缝金属的韧性,见表1017。
表10-17 均匀化热处理对马氏体时效钢焊接性能的影响
2.焊接材料的选择
当采用韧性高于而强度低于母材的焊缝金属时,为使焊缝与母材有同样的承载能力,必要时需设计补强接头(焊缝比母材增厚);对于厚度<5mm的薄壁结构,焊缝正常的加强高可以弥补焊缝金属强度的不足。
焊接低、中合金强度级别较低的超高强度钢,有时采用相当于母材强度的焊缝金属,这时需对焊缝外形进行修整,以减少缺口带来的应力集中。常用的填充金属材料见表10-18。
表10-18 超高强度钢选用填充金属举例
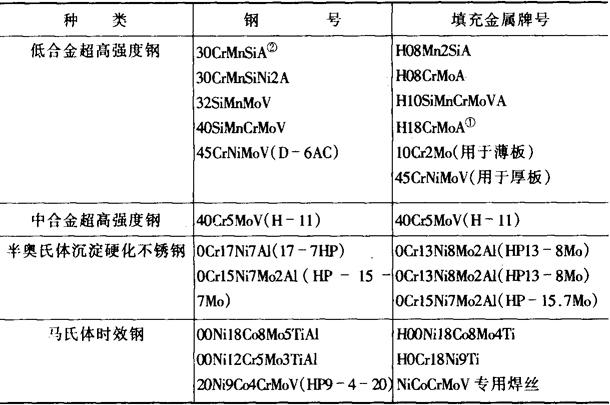
注:①还可用于HT-3焊条手工电弧焊;②因其焊接特点与本节近似,故列于此。
3.焊接工艺
采用钨极氩弧焊和熔化极氩弧焊焊接超高强度钢,可使焊缝韧性的降低幅度较小,故常用。也可用手弧焊和埋弧焊。
(1)焊前准备:
1)焊件在坡口两侧不小于50mm内,要清除油锈等脏物,在距离坡口两侧不小于20mm内,应清理出金属光泽,并保持干燥、洁净。
2)焊丝表面要光滑、清洁、去除油锈和拔丝润滑剂等。对要求高的,打磨出金属光泽,必要时焊丝进行真空除氢处理,并保存于干燥器内,随用随取。
3)焊条和焊剂使用前要烘干(烘干要求同高强度钢)。
4)尽量保持均匀的装配间隙,避免强装配。点固焊焊点应均匀,对称分布,且要有足够的长度。为了防止焊点开裂,可适当采取一些措施,如用低强度的焊丝(焊条)等。在点固焊和焊接过程中,都不允许在焊接面以外的地方打弧。
5)对接比角接较便于施焊和检验。对接接头如须用垫板时,宜采用连续的垫板,避免缺口。用于疲劳负载,最好去掉垫板,根部焊道须检验或作封底焊。加强高过大或焊缝与母材过渡不圆滑都易产生应力集中,应避免。
6)合理选择坡口形式,有助于减小变形,方便施工。
(2)预热和焊后加热:焊低、中合金超高强度钢,一般应预热和焊后保温,以避免冷裂纹。预热和焊后加热温度,取决于母材的碳和合金含量,以及进入焊缝中的氢含量和结构刚性等条件。
1)对含碳量较高,刚性较大的构件,预热温度应高于Ms点,层间温度及焊后加热温度也应保持在此温度左右,焊后加热时间,一般为30min。这样,焊缝和热影响区组织将不转变成马氏体,而转变成贝氏体或贝氏体加少量马氏体。也可以焊后(冷至室温或不冷至室温)及时高温回火,使焊缝获得回火索氏体组织。例如30SiMnCrNiA钢,Ms点为300~320℃,在刚性较大的构件焊接中,预热温度和层间温度要求不低于350℃,焊后立即680℃回火。
2)在不发生冷裂纹的情况下,预热温度可以低于Ms,例如150~250℃。
3)当含碳量较低,拘束度不大时,也可以不预热,但环境温度要适宜。焊后应进行消除应力回火。
(3)焊接工艺参数:超高强度钢一般都用低的线能量焊接。
马氏体时效钢焊接时,为减少焊缝中残余奥氏体含量,并改善其形状和分布,应采用小线能量,高冷却速度和低的层间温度,并采用适当的焊速。在多层焊时,为了减少热影响区的马氏体返回奥氏体的转化,焊道数不宜过多。
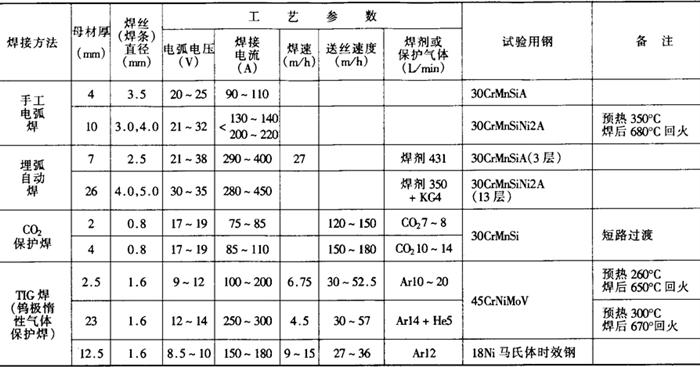
工艺参数对薄板的韧性影响较大。在18Ni马氏体时效钢薄板焊接中,为了使焊缝和热影响区的性能有最佳配合,焊接速度应为12~18m/h(参见表10-19)。
表10-19 超高强度钢的焊接工艺举例
4.超高强度钢的焊后热处理
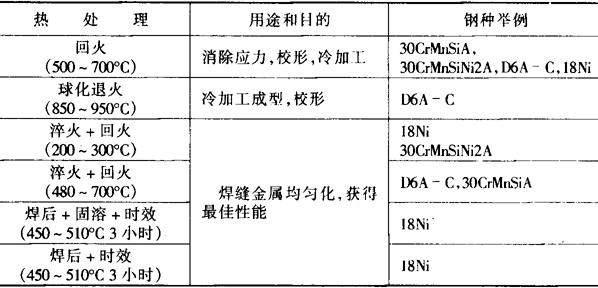
通常情况下,超高强度钢焊后都需要热处理,常用的热处理列于表10-20。有时为了防止低应力破坏,应选用适合于特定焊接接头的热处理制度,从而使强度和韧性有良好的配合。热处理时,低合金超高强度钢应防止严重脱碳。为防止变形,应尽量采用夹具。
表10-20 超高强度钢常用的热处理
5.超高强度钢的焊接接头性能
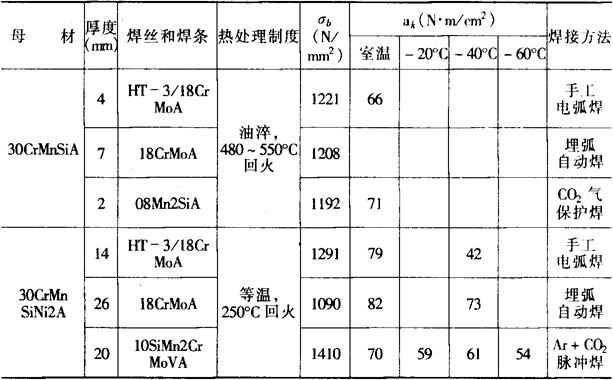
超高强度钢的焊接接头性能详见表10-21。
表10-21 超高强度钢的焊接接头性能举例
- 半抗原是什么意思
- 半折是什么意思
- 半抱茎葶苈是什么意思
- 半担粪是什么意思
- 半拉是什么意思
- 半拉[l

 ](子)是什么意思
](子)是什么意思 - 半拉上月是什么意思
- 半拉儿是什么意思
- 半拉儿彪儿是什么意思
- 半拉克叽是什么意思
- 半拉克吃是什么意思
- 半拉半儿是什么意思
- 半拉咯叽是什么意思
- 半拉喀叽是什么意思
- 半拉嗑叽是什么意思
- 半拉城子銅火銃是什么意思
- 半拉城子铜火铳是什么意思
- 半拉子是什么意思
- 半拉子工程是什么意思
- 半拉山的故事是什么意思
- 半拉月儿是什么意思
- 半拉架是什么意思
- 半拉架儿是什么意思
- 半拉片是什么意思
- 半拉瓜是什么意思
- 半拉眼儿是什么意思
- 半拉碴子是什么意思
- 半拉秃撸是什么意思
- 半拉秃终是什么意思
- 半拉门子是什么意思
- 半拍是什么意思
- 半拖挂是什么意思
- 半拤瓮是什么意思
- 半择迦是什么意思
- 半持久性传播是什么意思
- 半挂式公共汽车是什么意思
- 半挂挂是什么意思
- 半挂车是什么意思
- 半换步是什么意思
- 半掉子是什么意思
- 半掐是什么意思
- 半排晚季是什么意思
- 半推半就是什么意思
- 半推半接是什么意思
- 半推半附就是什么意思
- 半掩是什么意思
- 半掩门是什么意思
- 半掩门儿是什么意思
- 半掩门子是什么意思
- 半揢是什么意思
- 半揸是什么意思
- 半揽子脚是什么意思
- 半攬子脚是什么意思
- 半支莲是什么意思
- 半支蓮是什么意思
- 半支阻滞是什么意思
- 半政府组织是什么意思
- 半散是什么意思
- 半散孔材是什么意思
- 半数是什么意思