药芯焊丝的牌号及型号
我国的不锈钢药芯焊丝牌号有新、旧两个类型。旧类型是历史比较早的药芯焊丝厂家习惯使用的,其编制方法基本与手工焊条牌号相同,只是牌号前的字母不同(如“Y”)用以区别手工焊条;新类型是新发展起来的药芯焊丝厂家习惯使用的,其编制方法基本与国家标准GB/T17853-1999《不锈钢药芯焊丝》相同,只是牌号前用不同的字母表示不同的厂家。两种牌号的表示方法在此不再举例,读者可通过附表3进行对比。
国家标准GB/T17853-1999中规定了不锈钢药芯焊丝的型号分类、技术要求、试验方法及检验规则等。该标准规定,所适用的不锈钢药芯焊丝熔敷金属中铬含量应大于10.50%,铁的含量应超过其他任何元素。此外,标准还规定焊丝芯部所含非金属组分应不小于焊丝总重的5%。
GB/T17853-1999中规定的不锈钢药芯焊丝型号编制方法如下:第一位是字母“E”或字母“R”,“E”表示焊丝,“R”表示填充焊丝;后面用三位或四位数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,将其元素符号附加在数字后面,或者用“L”表示碳含量较低、“H”表示碳含量较高、“K”表示焊丝应用于低温环境;再后面用“T”表示药芯焊丝,之后用一位数字表示焊接位置,“0”表示焊丝适用于平焊位置或横焊位置焊接,“1”表示焊丝适用于全位置焊接;后接“-”,“-”后面用数字表示保护气体及焊接电流类型(见表5-21)。
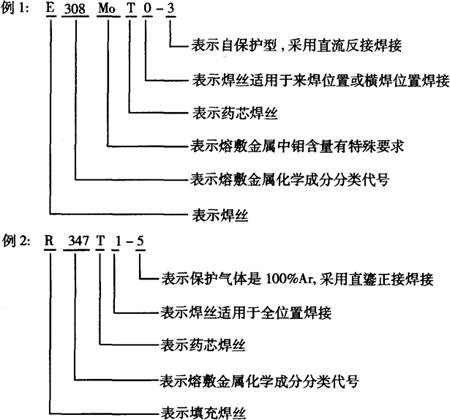
表5-21 各型号不锈钢药芯焊丝的保护气体、电流类型及焊接方法
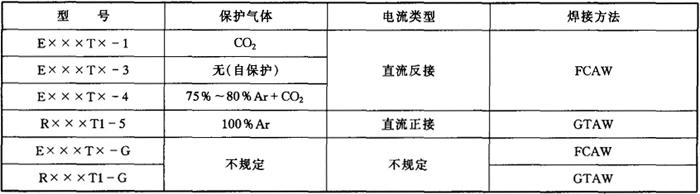
注:FCAW为药芯焊丝电弧焊,GTAW为钨极惰性气体保护焊。
GB/T17853-1999根据熔敷金属化学成分划分的不锈钢药芯焊丝型号见表5-22。
表5-22 各型号不锈钢药芯焊丝焊缝金属化学成分(%)
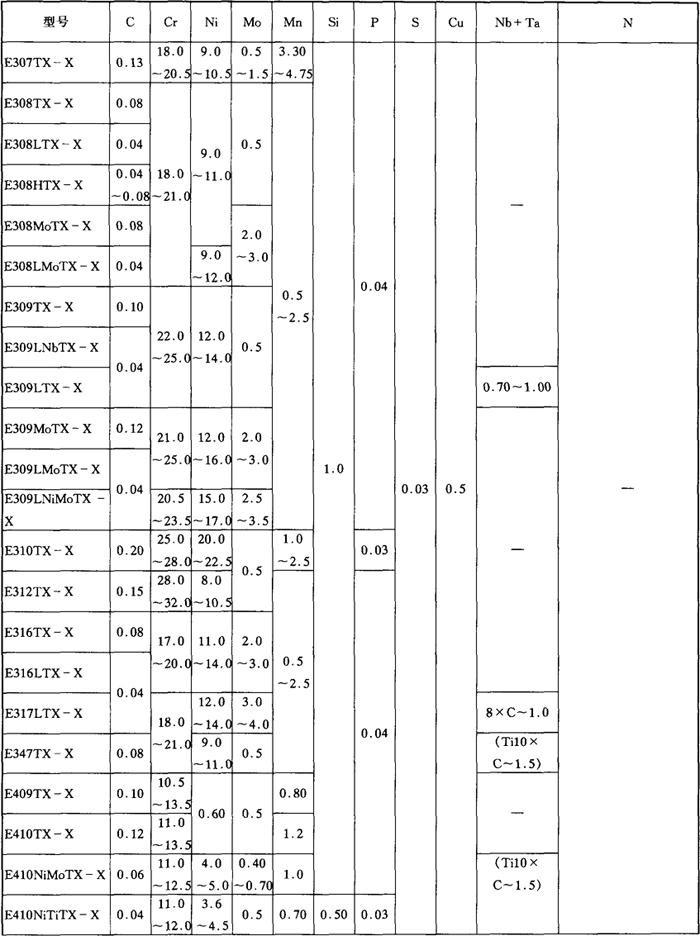
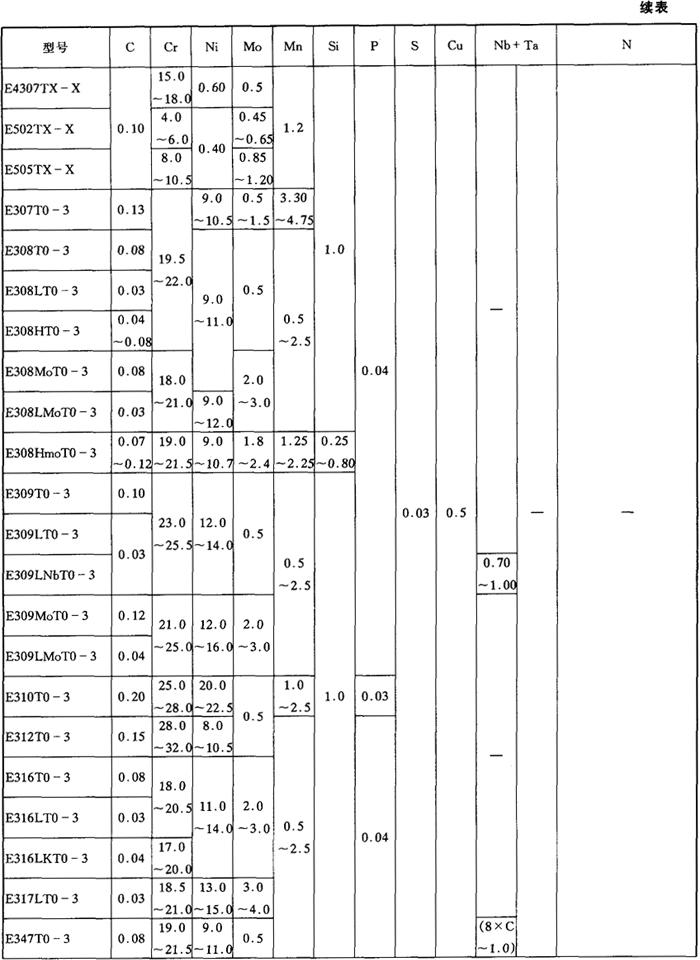
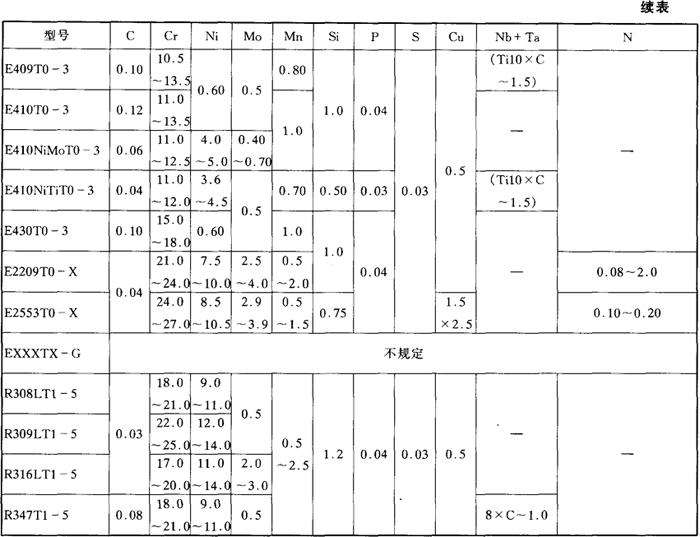
注:①表中单值均为最大值。
②除表中所列元素外,其他元素(Fe除外)总量不得超过0.50%。
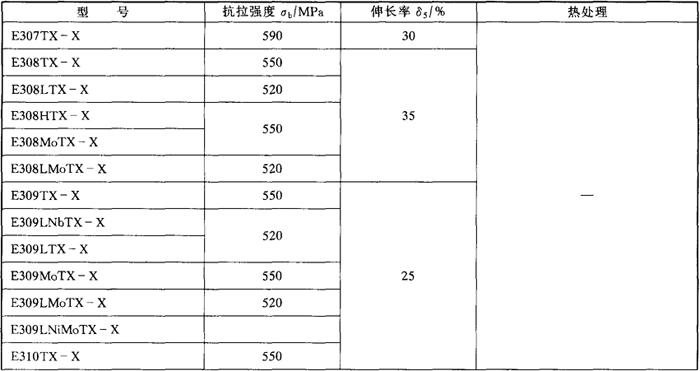
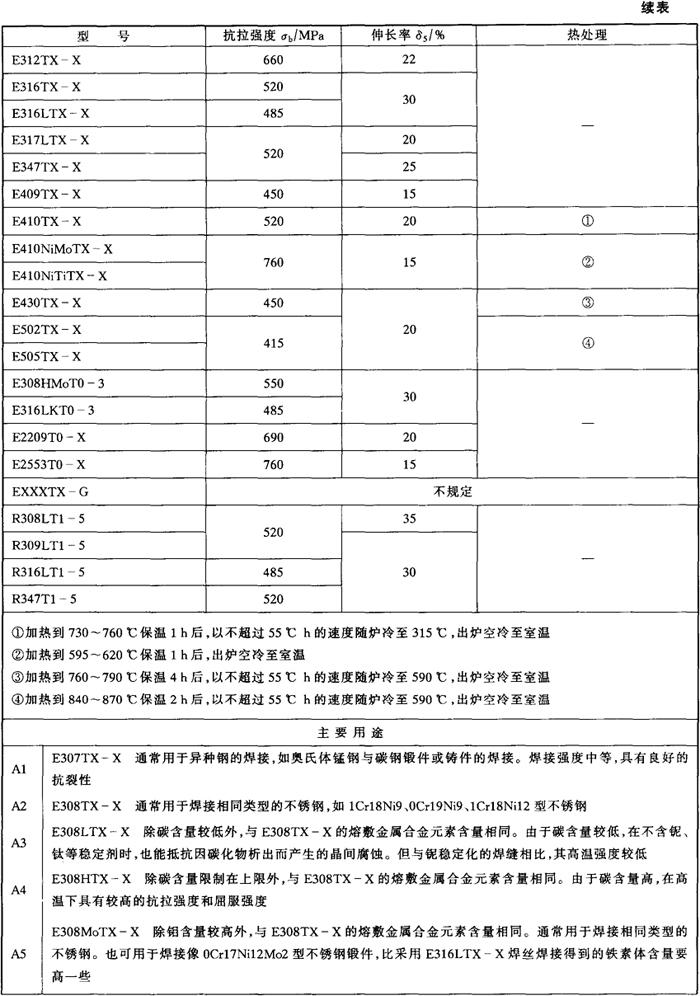
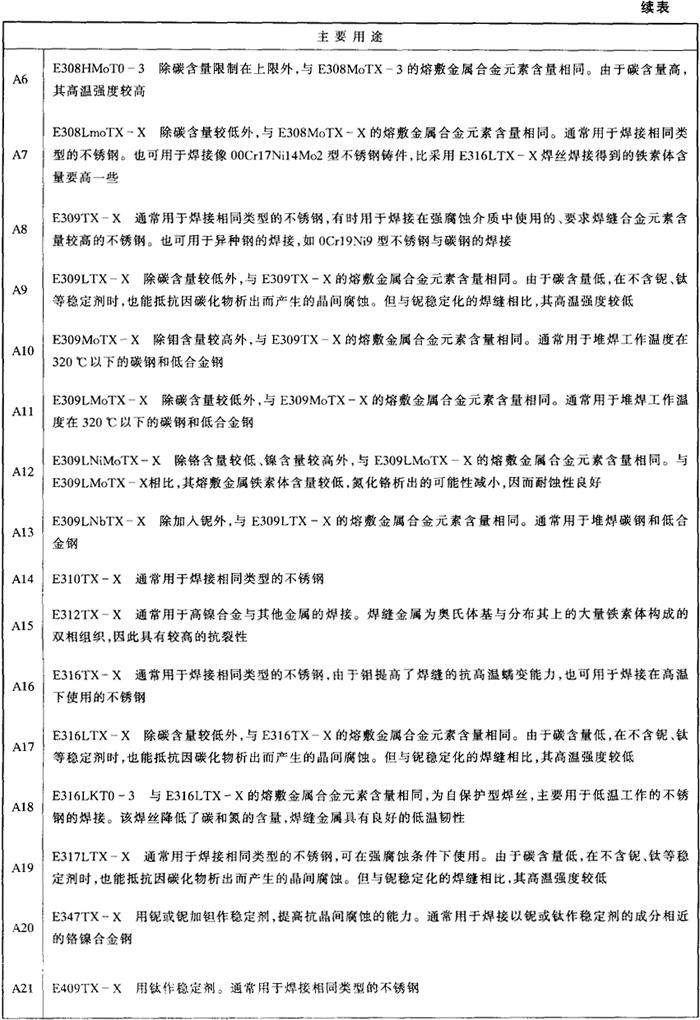
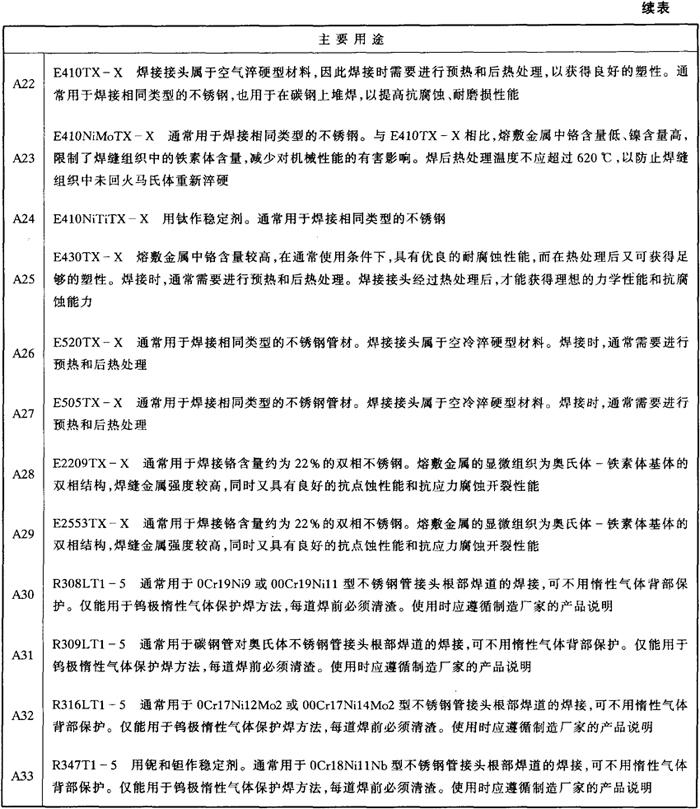
各型号不锈钢药芯焊丝的力学性能和主要用途见表5-23。
表5-23 各型号不锈钢药芯焊丝的熔敷金属力学性能和主要用途
国内外不锈钢药芯焊丝牌号、型号对照表见附表3。
- 紧张症是什么意思
- 紧张症儿童的家庭病理是什么意思
- 紧张的劳动是什么意思
- 紧张的工作是什么意思
- 紧张的情势是什么意思
- 紧张的样子是什么意思
- 紧张程度特征是什么意思
- 紧张肃静是什么意思
- 紧得是什么意思
- 紧忙是什么意思
- 紧忙天是什么意思
- 紧快是什么意思
- 紧忽忽是什么意思
- 紧怕是什么意思
- 紧急是什么意思
- 紧急、和缓是什么意思
- 紧急中止飞行系统是什么意思
- 紧急临时起搏是什么意思
- 紧急事态是什么意思
- 紧急会议是什么意思
- 紧急供应是什么意思
- 紧急信件是什么意思
- 紧急信号是什么意思
- 紧急信号与通信是什么意思
- 紧急修理是什么意思
- 紧急停车带是什么意思
- 紧急储备是什么意思
- 紧急光反射是什么意思
- 紧急公文是什么意思
- 紧急关头是什么意思
- 紧急关税是什么意思
- 紧急关税法是什么意思
- 紧急军事文告是什么意思
- 紧急军情的报告是什么意思
- 紧急出口是什么意思
- 紧急出联是什么意思
- 紧急列是什么意思
- 紧急制动是什么意思
- 紧急制动器是什么意思
- 紧急制动阀是什么意思
- 紧急动议是什么意思
- 紧急匆忙的样子是什么意思
- 紧急反应是什么意思
- 紧急呼叫是什么意思
- 紧急命令是什么意思
- 紧急处分事项是什么意思
- 紧急安全阀是什么意思
- 紧急宣告权是什么意思
- 紧急对抗是什么意思
- 紧急就劳是什么意思
- 紧急工作是什么意思
- 紧急已极是什么意思
- 紧急开关是什么意思
- 紧急开庭是什么意思
- 紧急开支是什么意思
- 紧急开机是什么意思
- 紧急征召是什么意思
- 紧急战备是什么意思
- 紧急战斗准备是什么意思
- 紧急抛售是什么意思