美国国家标准ANSI/AWS碳钢弧焊药芯焊丝标准概述
美国国家标准ANSI/AWS A5.20-1995《碳钢弧焊药芯焊丝》是美国焊接学会在1995年颁布的。此标准规定了碳钢弧焊用药芯焊丝的分类要求。
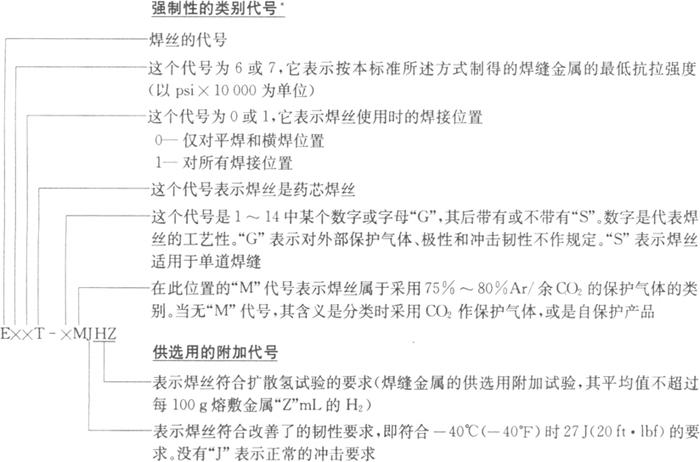
焊丝类别代号分强制性的类别代号和供选用的附加代号二部分。短划前面是强制性的类别代号,短划后面是供选用的附加代号。
强制性的类别代号:词头“E”代表焊丝;“E”后面的第一位数字代表焊缝金属要求的最低抗拉强度;第二位数字代表焊接位置,“0”指平焊和横焊位置、“1”指所有的焊接位置;字母“T”表示药芯焊丝。
焊丝型号表示方法如下:
ANSI/AWS A5.20-95中碳钢药芯焊丝的熔敷金属化学成分要求见表1.4-5,熔敷金属的力学性能见表1.4-6,焊接位置、保护类型、极性和适用性要求见表1.4-7,药芯焊丝要求的试验项目见表1.4-8。
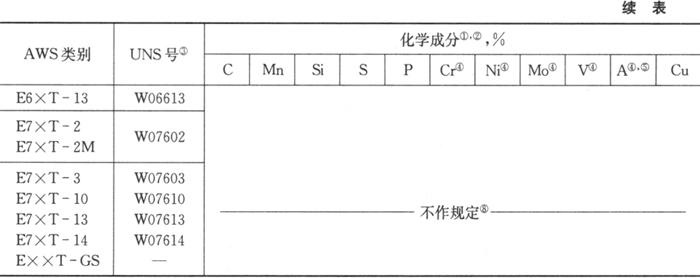
表1.4-5 焊缝金属化学成分要求(ANSI/AWS A5.20-1995)
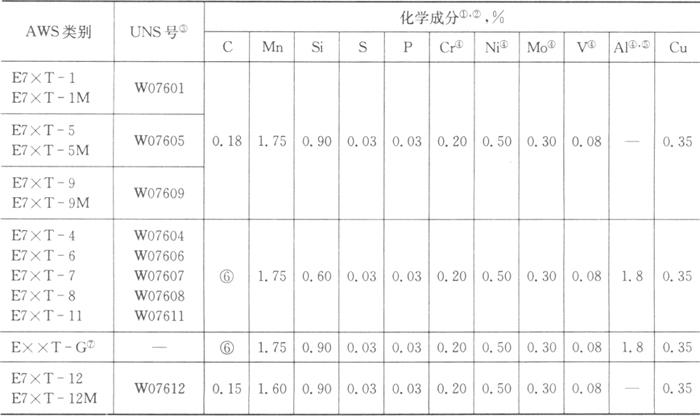
注:①应对焊缝金属在本表中有数值的特定元素进行分析。
②单个数值为最大值。
③SAE/ASTM金属和合金的统一编号体系。
④这些元素分析数值仅在如果是故意加入的,才写入报告。
⑤适用于自保护焊丝。企图用于有保护气体的焊丝,不需要大量加入Al。
⑥该元素的数值范围不作规定,但其数值应该确定并写入报告。
⑦本表中所列元素的总含量不得超过5%。
⑧由于这些焊丝仅用于单道焊,焊缝金属的成分并不具有意义。在此种焊缝中,母材的稀释作用通常是很大的。
表1.4-6 焊态下的力学性能要求①(ANSI/AWS A5.20-1995)
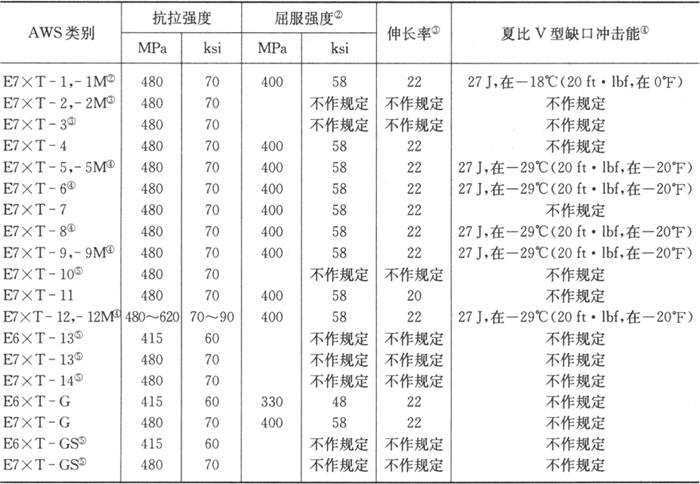
注:①单个数值为最大值。
②0.2%的残余变形。
③50mm(2in.)的标距长度。对于E××T-11类别中规格不大于1.1mm(0.045in.)的焊丝,标距为25mm(1in.)。
④具有下列可选用的附加代号的焊丝应符合下列规定的低温冲击试验要求。
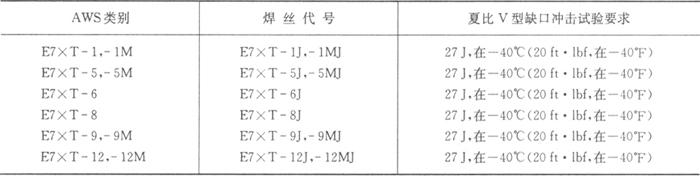
⑤这些类别是用于单道焊的,它们不用于多道焊。只对抗拉强度作了规定,为此,仅要求进行横向拉伸和纵向导向弯曲试验。
表1.4-7 焊接位置、保护气体、极性和应用要求(ANSI/AWS A5.20-1995)
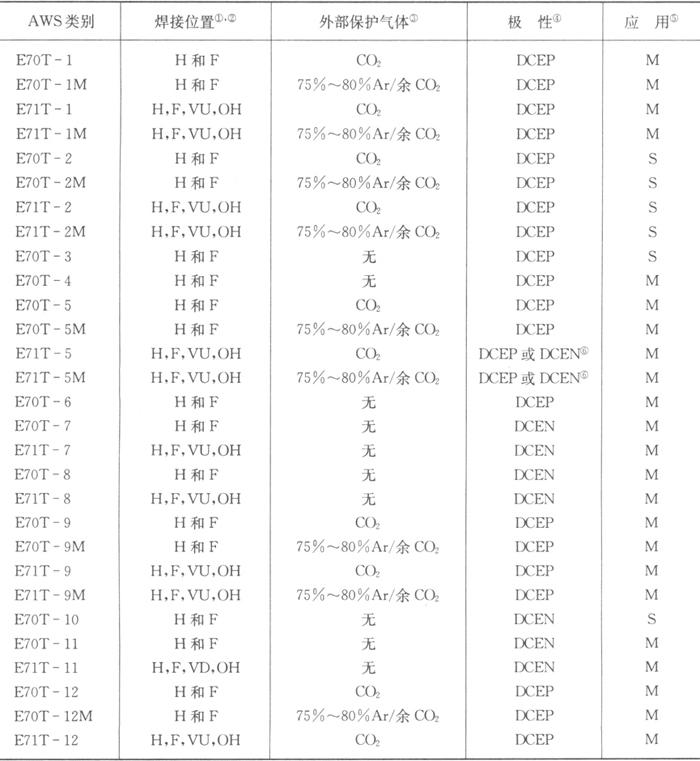
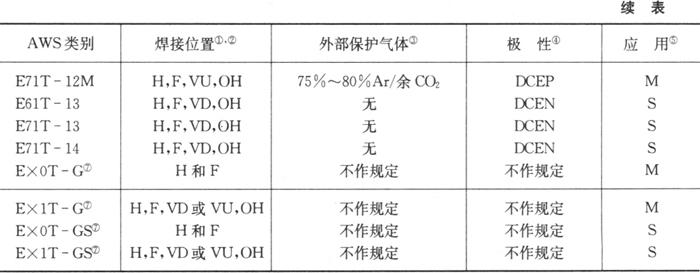
注:①H表示横焊;F表示平焊;OH表示仰焊;VD表示向下立焊;VU表示向上立焊。
②适用于非平焊和横焊位置的特殊焊接位置的焊丝规格通常是:小于2.4mm(3/32in.)或者坡口焊缝所要求的最接近的规格。为此,符合坡口焊缝试验和角焊缝试验要求的焊丝可以不考虑它们的规格而被分类为E×1T-×或E×1T-×M(这里×代表抗拉强度和工艺性能的代号)。
③由采用外部保护气体的焊丝(E××T-1,E××T-1M,E××T-2,E××T-2M,E××T-5,E××T-5M,E××T-9,E××T-9M,E××T-12和E××T-12M)所得的焊缝金属的性能,按所用保护气体的不同是有变化的。在没有首先向焊丝制造厂咨询的情况下,被分类于某一特定保护气体的焊丝不得采用别的保护气体。
④DCEP表示直流、焊丝接正极(直流反极性);DCEN表示直流、焊丝接负极(直流正极性)。
⑤M=单道或多道焊;S=仅为单道焊。
⑥某些E71T-5和E71T-5M焊丝,为了改善特殊焊接位置的操作,可以推荐采用DCEN。对于被推荐的极性,可向制造厂咨询。
⑦符号“×”可用“6”或“7”取代作为抗拉强度的代号。
表1.4-8 要求的试验①(ANSI/AWS A5.20-1995)
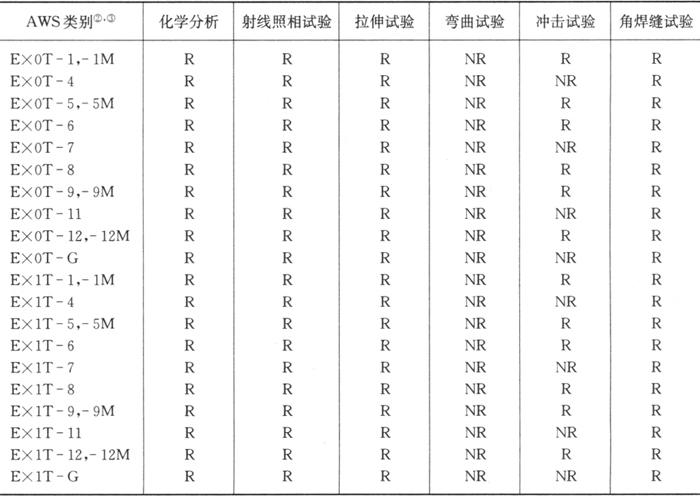
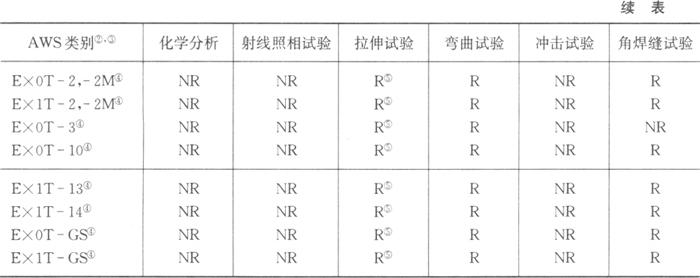
注:①字母“R”表示要求试验。“NR”表示对该类别不要求试验。对于角焊缝试验,E×0T-×类别应在横焊位置进行试验,E×1T-×类别应在立焊和仰焊位置都进行试验。
②在“T”前面的0和1表示该焊丝所适用的焊接位置。
0=横焊和平焊位置。
1=全位置[直径小于2.4mm(3/32in.)],即平焊、横焊、立焊(向下)或立焊(向上)和仰焊。
③有附加韧性和/或扩散氢要求的焊丝可以作进一步的识别。
④用于单道焊。
⑤横向拉伸试验。所有其他焊丝要求全焊缝金属拉伸试验。
- 扎顿是什么意思
- 扎飞是什么意思
- 扎馄饨是什么意思
- 扎馬兒歹是什么意思
- 扎马是什么意思
- 扎马之战是什么意思
- 扎马台城是什么意思
- 扎马子是什么意思
- 扎马特墓地石人是什么意思
- 扎马特墓葬是什么意思
- 扎马特岩画是什么意思
- 扎马特石人墓是什么意思
- 扎马鲁丁是什么意思
- 扎骨是什么意思
- 扎高跷是什么意思
- 扎髯是什么意思
- 扎鬏鬏是什么意思
- 扎魯察是什么意思
- 扎鱼不扎母子鱼,打猎不打失群雁是什么意思
- 扎鲁察氏是什么意思
- 扎鲁比诺(zarubino)港是什么意思
- 扎鲁特旗封山屯契丹墓是什么意思
- 扎鲁特旗(鲁北镇)是什么意思
- 扎鸡头是什么意思
- 扎鼓是什么意思
- 扎龙自然保护区是什么意思
- 扎:是什么意思
- 扎𱆈子是什么意思
- 扏是什么意思
- 扐是什么意思
- 扐掯是什么意思
- 扐起是什么意思
- 扑是什么意思
- 扑
.jpg) 是什么意思
是什么意思 - 扑是什么意思
- 扑一鼻子灰是什么意思
- 扑三扑四是什么意思
- 扑不精明是什么意思
- 扑买是什么意思
- 扑买法是什么意思
- 扑了了是什么意思
- 扑交是什么意思
- 扑亮是什么意思
- 扑伤是什么意思
- 扑伤金疮方是什么意思
- 扑作教刑是什么意思
- 扑作教刑。是什么意思
- 扑俺是什么意思
- 扑儿是什么意思
- 扑克是什么意思
- 扑克游戏大全是什么意思
- 扑克牌是什么意思
- 扑公是什么意思
- 扑冽是什么意思
- 扑击是什么意思
- 扑击遏夺是什么意思
- 扑刀是什么意思
- 扑刺是什么意思
- 扑刺亮是什么意思
- 扑剌是什么意思