挤出温度
挤出温度一般控制在比树脂熔融温度高20~30℃。挤出温度过高,会使棒材含有气泡;过低则塑化不良,棒材的强度较差。对于流动性较差的塑料,温度过低会使棒材发生断裂现象,甚至可能损坏挤出设备。
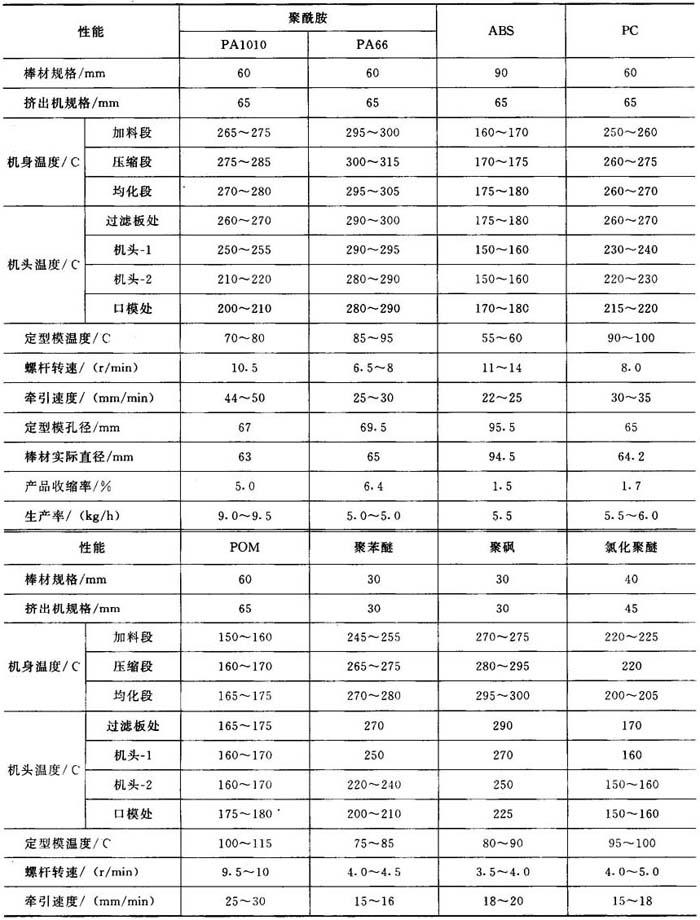
机头温度比料筒温度低10~20℃左右。温度太低会影响棒材的表面质量如表面毛糙或表面有裂纹;适当地提高机头温度可使棒材表面光滑。几种工程塑料棒材操作工艺条件见表10-2。
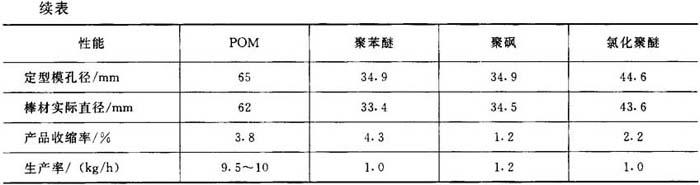
表10-2 几种工程塑料棒材操作工艺条件
- 玉真子是什么意思
- 玉真子状元红是什么意思
- 玉真散是什么意思
- 玉真观是什么意思
- 玉真阁吟稿是什么意思
- 玉石是什么意思
- 玉石、玉器的总称是什么意思
- 玉石、金属等的撞击声是什么意思
- 玉石不分是什么意思
- 玉石之冠是什么意思
- 玉石之路是什么意思
- 玉石俱摧是什么意思
- 玉石俱烬是什么意思
- 玉石俱焚是什么意思
- 玉石俱碎是什么意思
- 玉石匠是什么意思
- 玉石印章是什么意思
- 玉石同沉是什么意思
- 玉石同烬是什么意思
- 玉石同焚是什么意思
- 玉石同碎是什么意思
- 玉石器是什么意思
- 玉石坡萤石矿床是什么意思
- 玉石工艺是什么意思
- 玉石店里的珍品是什么意思
- 玉石或器皿的裂痕是什么意思
- 玉石撞击声是什么意思
- 玉石杂糅是什么意思
- 玉石汤是什么意思
- 玉石混淆是什么意思
- 玉石玦是什么意思
- 玉石瓶是什么意思
- 玉石皆碎是什么意思
- 玉石相揉是什么意思
- 玉石相糅是什么意思
- 玉石眼是什么意思
- 玉石砌的台是什么意思
- 玉石碗是什么意思
- 玉石色彩鲜明是什么意思
- 玉石茶是什么意思
- 玉石街是什么意思
- 玉石观音唱和诗是什么意思
- 玉石金铁,犹可琢磨以为器,而况于人。是什么意思
- 玉石阿玛是什么意思
- 玉石难分是什么意思
- 玉石雕刻是什么意思
- 玉石鹿是什么意思
- 玉砌是什么意思
- 玉砌雕栏是什么意思
- 玉砌雕栏好在,桃共李、能忆人不。是什么意思
- 玉砌雕阑是什么意思
- 玉砖是什么意思
- 玉砚是什么意思
- 玉砚滴是什么意思
- 玉砧是什么意思
- 玉砾是什么意思
- 玉础是什么意思
- 玉硯是什么意思
- 玉碎是什么意思
- 玉碎不改白,竹焚不改节是什么意思