挤出涂覆主要工序
在挤出工艺中,包括放卷、基材的增粘、挤出成膜、复合、切边、收卷、其它处理这七个工序。后四个工序在复合装置中已阐述,现分述前三道工序。
1.放卷
纸张、织物放卷用固定单轴或双轴、固定双轴转换型,而纸张及薄膜等用电动双轴塔架式。放卷基材的张力控制方式:重型基材用气动制动,轻型基材用反馈直流制动。放卷基材要始终保持适当的张力。
为使复合挤出稳定,要用边位控制系统,以气动或光电管方式检测基材端部。
2.基材的增粘
为使基材与熔融挤出的塑料膜之间粘合良好,在基材表面要有活性基团。纸张、织物等多孔基材通过热处理、火焰处理、电晕处理等手段能赋予活性基团;而塑料薄膜等无孔基材不能靠物理粘合力几乎都靠化学粘合力,即在经电晕处理过的表面涂增粘剂。
增粘剂的涂覆分:涂覆和干燥两步。涂覆方式有:刮涂和辊涂两种。干燥通常在烘箱中进行,干燥时必须掌握好烘箱温度、基材运行速度、烘箱长度、烘箱中的风速等因素及其之间的关系。
3.挤出成膜
(1)挤出 用带混炼型螺杆的挤出机,螺杆长径比因塑料品种不同而异。
所用机头为衣架式机头。机头接套内的阻流器有混炼效果。但阻流器的存在,会使剪切速率升高、发热量增大,使大分子链断裂,使物料分解。所以,阻流器的使用要慎重。
(2)成型 从机头缝隙挤出的熔融薄膜在压合到基材之前因缩颈使宽度方向收缩,造成厚度不均匀,塑料损失。因此,要使气隙间缩颈最小,可使用如图14-8所示的气管,在靠近缝隙出口处用冷风冷却固化熔融膜端部。但一般因稳定性问题,只用于聚酯等缩颈特别大的树脂的复合挤出。
(3)影响粘合力的因素 影响粘合力的主要因素有:树脂熔融温度、压辊表面硬度、压辊所施加的压力、树脂熔体流动速率、树脂密度、基材的温度、复合薄膜的厚度、空气间隙、涂覆的线速度等。
(4)空气间隙 空气间隙是指V型机头模唇到压辊和冷却辊接触点的距离。
(5)挤出涂覆用胶粘剂(AC剂:AC为Anchor coating之缩写) 为了提高粘合牢度,对表面光滑的铝箔、玻璃纸等基材要使用胶粘剂。复合用胶粘剂必须无毒和耐100℃以上的高温,且柔软不易折。
(6)热熔性粘合树脂 热熔性树脂有:PE、EVA、Surlyn树脂、Nurcel树脂、EAA、Primacor粘合树脂等。
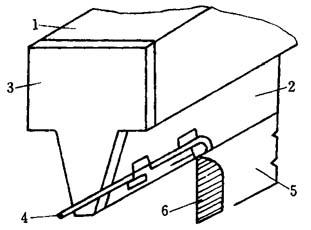
图14-8 缩颈用调节气管
1-模体 2-模唇 3-旁板 4-气管 5-PE膜 6-正常缩颈
- 鲁宗祥是什么意思
- 鲁宗贵是什么意思
- 鲁宗道是什么意思
- 鲁定华是什么意思
- 鲁实先是什么意思
- 鲁宣公伐杞是什么意思
- 鲁室至是什么意思
- 鲁宰驷父鬲是什么意思
- 鲁家口遗址是什么意思
- 鲁家坡村是什么意思
- 鲁家妓院是什么意思
- 鲁家妓院王八是什么意思
- 鲁家庄遗址是什么意思
- 鲁家沟古城是什么意思
- 鲁家河村是什么意思
- 鲁宾是什么意思
- 鲁宾斯坦是什么意思
- 鲁宾斯坦国际钢琴大奖赛是什么意思
- 鲁宾试验是什么意思
- 鲁宾迅—帕特曼法是什么意思
- 鲁宾逊—帕特曼法是什么意思
- 鲁宾逊经济是什么意思
- 鲁宾逊,l.c.是什么意思
- 鲁宾逊,m.是什么意思
- 鲁宾逊,埃德温·阿林顿是什么意思
- 鲁宾逊,查尔斯是什么意思
- 鲁宾逊,詹姆斯·哈维是什么意思
- 鲁宾逊,贝弗利是什么意思
- 鲁宾酒杯-人面图是什么意思
- 鲁少儒是什么意思
- 鲁少千是什么意思
- 鲁少千除蛇妖是什么意思
- 鲁少飞是什么意思
- 鲁尔是什么意思
- 鲁尔区是什么意思
- 鲁尔区(德)是什么意思
- 鲁尔战役是什么意思
- 鲁尔煤炭公司是什么意思
- 鲁尔煤田是什么意思
- 鲁尔煤矿公司是什么意思
- 鲁尔福是什么意思
- 鲁尔蒙德是什么意思
- 鲁尚人是什么意思
- 鲁尚贤是什么意思
- 鲁尧华是什么意思
- 鲁尼克文是什么意思
- 鲁屏周是什么意思
- 鲁山是什么意思
- 鲁山县是什么意思
- 鲁山县志是什么意思
- 鲁山县旅游局是什么意思
- 鲁山县(鲁阳街道)是什么意思
- 鲁山城是什么意思
- 鲁山子是什么意思
- 鲁山将断云不断,沂欲流沙未流。是什么意思
- 鲁山山行是什么意思
- 鲁山山行 - 宋·梅尧臣是什么意思
- 鲁山森林公园旅游区是什么意思
- 鲁山歌是什么意思
- 鲁山水是什么意思