异型材截面形状与结构设计
前几章所论述的几种塑料制品(如管材、薄膜、塑料单丝和扁丝、棒材、板材)形状都比较简单,而异型材的截面形状比较复杂。
在塑料异型材设计中,要特别注意壁厚的均匀性、圆角及加强筋等方面,稍有疏漏,就会给制品带来难以弥补的缺陷。不同的冷却定型方法,制品设计也有很大的不同。
在用户允许的条件下,图12-2中所提供的设计方案可供参考。
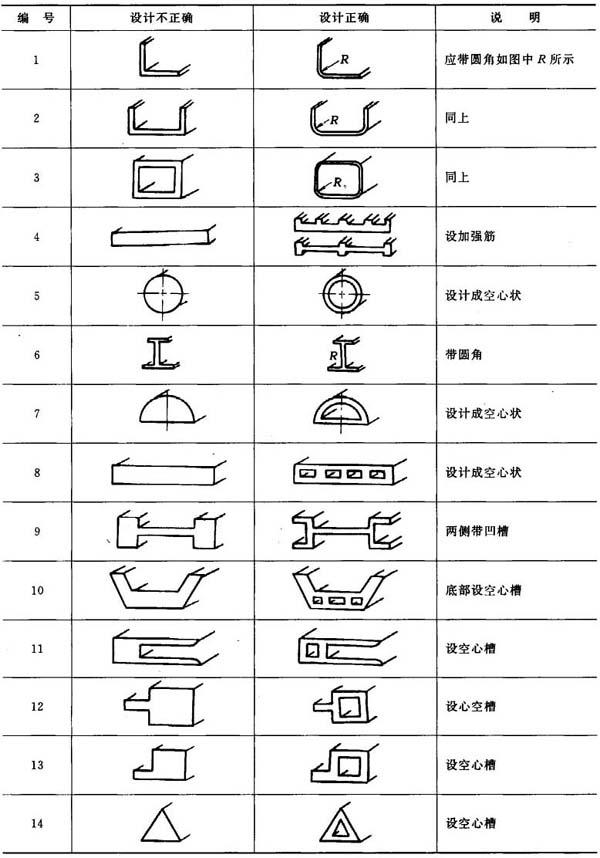
图12-2 异型材结构设计
(一)口模形状与制品形状
异型材断面形状的设计要根据制品的用途、使用要求、原材料的性能,并考虑到口模断面的设计和成型工艺等因素。因此,其断面形状应尽量做到这样几点:
①形状尽可能简单,没有重迭部分。如果制品有重迭部分,就使模具结构变得复杂,容易造成出料不均匀;且重迭部分粘在一起,也会给冷却定型增加困难。
②壁的厚度应尽量趋于一致。壁的厚薄相差过大,在挤出时易造成出料速度不均匀,增加修正机头的困难。在冷却定型时,若厚薄相差过大,则引起冷却快慢不一,使异型材变形。
③断面形状最好是对称的。形状对称的制品,其收缩变形应力可以平衡,并能减少翘曲现象。
④应尽量减少容易造成料流不匀的加强筋和凸起部分。一定要设置加强筋和凸起部分时,也要以小尺寸为好。因为这些部分容易造成收缩变形。
⑤形状变化处以平滑过渡为好。尖角处的料易产生滞流,制品容易造成应力集中。
制品断面形状确定之后,口模是机头设计的关键,它与管材口模的工艺参数有很大的不同。例如,制品要求是正方形的异型材,那么,口模形状肯定不是正方形的孔。如果将口模的孔设计成正方形,则挤出的制品就是方鼓形,见图1-26。
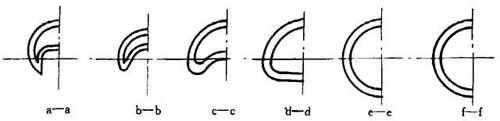
图12-6 流线型机头型腔剖面结构
对于圆形口模来说,圆心到圆周各点的距离是相等的;而对于异型材,即使是对称的异型材如正方形,对称中心到周边各点的距离是不等的。距离不等就造成剪切应力大小不同,因而,离模膨胀的程度也就不同。
另外,异型材的收缩与管材的收缩也是有区别的。管材只要正确地选择机头压缩比和收缩角就行了,而异型材还要考虑到在不同的方向应该有不同的收缩。
(二)机头设计原则
异型材机头设计的原则除参照管材机头设计原则外,还须注意如下几点。
①拼块应尽量减少,以减少装配的工作量和过多的拼缝线痕迹。
②拼镶块的接缝应尽量与挤出方向一致。
③拼镶块应有足够的机械强度。
④拼镶块之间应尽量采用凹槽嵌接。
⑤个别易磨损的部件应制成独立部件,以便于加工与更换。
⑥应尽可能使复杂的内形加工变为外形加工。
⑦哈夫部件应设有定位装置。
⑧哈夫部件除使用螺钉接牢外,还可用坚固的模套箍紧。
⑨采用线切割加工,将口模设计成整体式。
(三)机头工艺参数设计
异型材模具设计时的经验数据见表12-1。
表12-1 异型材模具设计时的经验数据
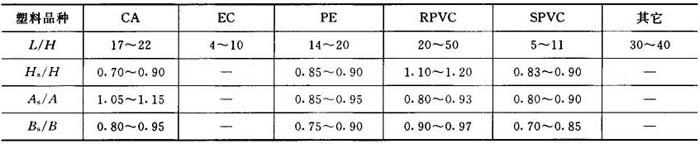
表12-1中,CA是醋酸纤维素塑料,EC是乙基纤维素塑料。L是口模定型段的长度,H是口模缝隙宽度,Hs是异型材的厚度,As是异型材的高度,Bs是异型材的宽度。
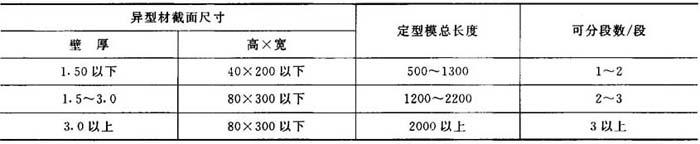
异型材定型模分段参考数据见表12-2。
表12-2 异型材定型模分段参考数据 单位:mm
- 手食子肚是什么意思
- 手食甲是什么意思
- 手饰是什么意思
- 手饰名是什么意思
- 手马头是什么意思
- 手马子是什么意思
- 手骚是什么意思
- 手骨是什么意思
- 手骨仔是什么意思
- 手骨弯是什么意思
- 手骨拐是什么意思
- 手骨筒是什么意思
- 手骨膀是什么意思
- 手骨节是什么意思
- 手骨落底是什么意思
- 手骨跟儿是什么意思
- 手骭脚骭是什么意思
- 手骱子是什么意思
- 手骹是什么意思
- 手髓孔是什么意思
- 手高是什么意思
- 手高手低是什么意思
- 手高眼低是什么意思
- 手鱼是什么意思
- 手黏是什么意思
- 手黑是什么意思
- 手黑黑是什么意思
- 手鼎是什么意思
- 手鼓是什么意思
- 手鼓的传传是什么意思
- 手鼓的传说是什么意思
- 手鼓舞是什么意思
- 手龙是什么意思
- 手(或足)枷是什么意思
- 手(推)磨是什么意思
- 手(龵)部是什么意思
- 手𣍰根是什么意思
- 手𣲷𣲷是什么意思
- 手𥹉𥹉是什么意思
- 手𨅔是什么意思
- 手𩨑是什么意思
- 手𩨑曲是什么意思
- 扌是什么意思
- 扌前是什么意思
- 扌部是什么意思
- 才是什么意思
- 才、元、汉、江、水、仁、义、楚、云山是什么意思
- 才、又、某、长、忌、土、贤、确、王是什么意思
- 才、学、识是什么意思
- 才、学、识缺一不可,而识为尤是什么意思
- 才丁是什么意思
- 才上是什么意思
- 才上才是什么意思
- 才下是什么意思
- 才下手是什么意思
- 才下手,便想到究竟处。是什么意思
- 才下才是什么意思
- 才下眉头,却上心头是什么意思
- 才下眉头,却上心头.是什么意思
- 才不世出是什么意思