备料常用术语和生产计算
1.原料水分
绝干原料:指不含水分的植物纤维原料。
风干原料:指含一定风干水分的植物纤维原料。如未明确指出风干水分为多少时,习惯上是指水分含量为10%的植物纤维原料。
原料水分的计算式如下:

2.切草合格率

3.备料损失
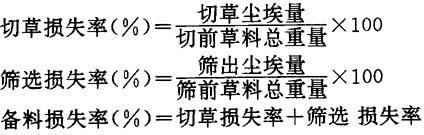
另一计算方法:备料损失,以F表示:

式中:F1——切断前原料重量(t);
C1——切前原料水分(%);
F2——切料除尘后料重(t);
C2——备料处理后料片水分(%)。
4.草片长度的计算
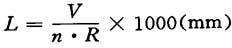
式中:L——草片长度(mm);
V——喂料线速度(m/min);
n——飞刀刀片数;
R——飞刀刀辊转速(r/min)。
5.辊式切草机喂料速度
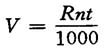
式中:V——喂料辊线速(m/min);
R——飞刀辊转速(r/min);
n——飞刀刀片数;
L——草片长度(mm)。
6.辊式切草机生产能力计算
G=60K·b·n·V·p(kg/h)
式中:G——每小时生产能力(kg/h);
60——分钟换为小时的换算因子;
K——喂料不平衡系数,一般取0.8;
b——喂料辊宽度(m);
h——喂料层堆积厚度(m),一般0.2~0.3m;
V——喂料速度(m/min);
P——原料堆积重度(kg/m3),稻草一般为55~65,麦草为65~75,玉米杆、高粱秆为60~65,芦苇70~75(包括芒杆),麻织破布290,棉织破布270。
7.切草机所需台数计算
无料仓切草机台数
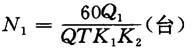
有料仓切草机台数
式中:Q——每台切草机生产能力(t/h);
Q1——每球装料量(t);
Q2——每天蒸煮所需草片量(t);
T——每球装球时间(min);
T1——每班工作时间,一般取5h;
K1——筛选损失率(%);
K2——设备使用系数为0.8。
8.盘式切草机生产能力计算
P=WHLNRK
式中:P——生产能力(t/h);
W——刀口宽(cm);
H——刀口高(cm);
L——切断长(草片长·mm);
N——刀数;
R——圆盘转数(r/min);
K——由压草紧密度决定的系数。
9.风送机动力的计算
式中:N——风机动力(rp);
Q——空气量(m3/min)
h——压力(mmH2O);
η——风机效率(一般为0.3);
η=η1×η2;
η1——容量效率=0.75;
η2——机械效率=0.4。
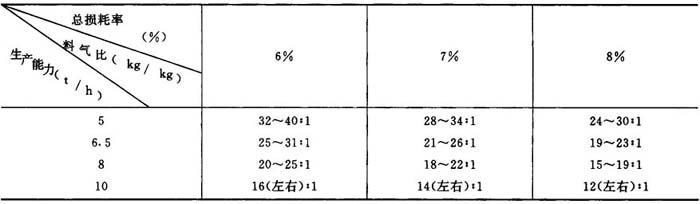
10.除尘系统排风量的计算
除尘系统排风量,可按不同物料总损耗率应用气力输送方法计算,表5-1-2列出了设计中的一些常用数据。
表5-1-2 稻麦草原料除尘系统料气比
不同性质、形状,颗粒大小尘埃的吸风点不宜连接在一个除尘系统上。稻、麦草除尘系统吸风点有关数据见表5-1-3,供设计参考。
表5-1-3 稻、麦草除尘系统各吸风点有关数据
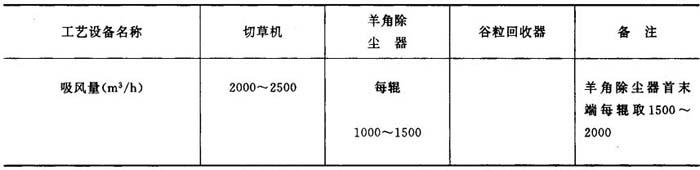
切草机进料口风量也可按罩口截面,取1.0~1.5m/s风速计算。
11.气流风送运输计算
(1)风送所需的空气量(m3/min)
式中:Ga——风送所需空气量(m3/min);
Gs——单位时间风送物料量(kg/min);
μ——物料与空气的混合比(kg/kg);
ra——空气密度(取1.24kg/m3)。
(2)选择适当的混合比
混合比是单位时间内通过风送管道内的物料与空气量的比值:

式中:μ、Gs、Ga——同上式。
风送系统由于安装不十分严密,封闭后会有部分空气泄漏,为此,风机空气量的选择应增加10~20%的能力。
表5-1-4 常用草类物料与空气的混合比

μ值越大,空气消耗量越小,风送管径小,功率消耗减少,经济效益提高,但μ值过大,风送不均,易堵塞。造纸原料μ值大都取0.1~1.2,料片质轻,水分大的取小值。
(3)风送气流速度
气流速度过低易使草类物料堵塞或需加大管径,气流速度过高则动力消耗大,不经济。
(4)风送管内径的计算
式中:d——风送管内径(m);
Ga、ra——同上式;
V。——气流速度(m/s);
π——圆周率3.1416。
表5-1-5 风送管路内径的选择

12.切苇机所需动力计算
式中:n——苇子被切断时厚度(m);
V——切苇速度: ;
;
n——机械效率85~90%;
δ——剪切系数76kg/cm。
或按实际统计数字,切1t苇耗电3.5~4.0度来计算切苇机所需动力,公式如下:
N=K(3.5~4.5)Q(kW)
式中:K——不平衡系数,一般为1.12~1.2;
Q——切苇机生产能力(t/h)。
13.胶带输送机生产能力计算
Q=3600F·V·γ
式中:Q——皮带运输机生产能力(t/h);
V——运输带的速度(m/s);
γ——运搬材料重度(t/m3)
F——皮带上草料层断面积 ;
;
b——草料层宽度 b=0.8B(m)
B——皮带宽(m);
H——草料层高度 ;
;
α——运输角度=30~35°。
皮带运输机另一种计算公式:
Q=KB2VyC
式中:Q——运输带生产能力(t/h);
K——断面系数(槽型带0.31~0.4,平型带0.15~0.24);
B——带宽(m);
V——胶带线速度(m/s);
γ——草料堆积密度(kg/m3);
稻草片堆积密度54~60(kg/m3);
麦草片堆积密度63~70(kg/m3);
蔗渣堆积密度100~150(kg/m3);
芒秆片堆积密度120~160(kg/m3);
C——倾斜修正系数(0~25°角时1.0~0.75)。
14.胶带输送机的动力计算
N=(K1LnV+K2QLn±0.0027QH)K3K4+N′ (1)
式中:向上输送用“+”号,向下输送用“-”号;
N——传动滚筒轴上所需的功率(kW);
Ln——输送机水平长度(m);
V——带速(m/s);
Q——输送能力(t/h);
H——提升高度(m);
K1——自重阻力系数,见表6-3-6。表中K1值系按所用托辊辊子为无缝钢管带冲压轴承制成的,如用无缝钢管带铸铁轴承座须乘以系数1.18;所选用的胶带自重取最大胶布层数,胶层厚度为1.5+4.5的值计算而得;
K2——工作阻力系数,见表5-1-6;
K3——带长系数,见表5-1-7;
K4——输送机布置外形系数,见表5-1-7;
N′——卸料装置等的附加功率,分别如下:
单侧犁式卸料器
N′=0.011QB(kW) (2)
双侧犁式卸料器 N′=0.0075QB(kW) (3)
式中:B——带宽(m);
Q——输送量(t/h)
根据式(2)和(3)算出之值如低于0.4kW时应取0.4kW。
电动的双滚筒卸料车
N′=0.225N+0.005Q(kW) (4)
带动的双滚筒卸料车
N′=0.275N+0.005Q+0.4(kW) (5)
式中:N——未加附加功率时的传动滚筒轴上的功率(kW);
Q——输送量(t/h)。
按公式(1)计算时,其所需电动机功率
ND=(1.25~1.4)N (6)
式中:ND——所需电动机功率(kW);
N——按公式(1)计算出的功率值。
公式(1)仅是概括性公式,不能对各种情况作精确考虑,一般仅供初步选型时计算用。对于外形复杂,功率很大的胶带输送机建议逐点作详细的张力计算后,再求出较准确的功率值。
表5-1-6 工作阻力系数K2
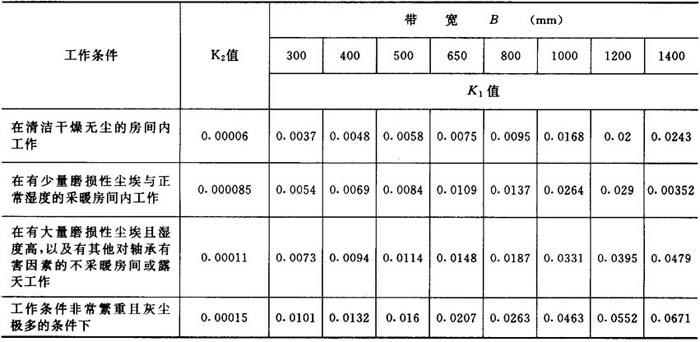
表5-1-7 带长系数

表5-1-8 输送机布置外形系数

15.链轮动力计算
(1)在主动链轮的轴上电动机所需的功率,可按下式求得近似值:
N0=1367Q(L1ω±H) (kW)
式中:Q——生产能力(t/h);
L1——输送机的水平投影长度(m);
H——提升高度(m);
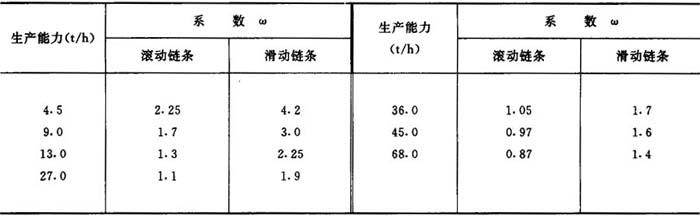
ω——移动部分的运动阻力系数,其数值与物料的物理性质,特别是摩擦性质有关。见表5-1-9。
表5-1-9 移动部分的运动阻力系数ω
(2)电动机的设置容量N
N=K1N0/η (kW)
式中:K1——设置容量系数,一般等于1.15~1.20;
η——传动机械的效率,一般等于0.70~0.85(与传动方式有关)。
- 猩红是什么意思
- 猩红热是什么意思
- 猪是什么意思
- 猪仔是什么意思
- 猪倌是什么意思
- 猪倌儿是什么意思
- 猪八戒是什么意思
- 猪只是什么意思
- 猪圈是什么意思
- 猪场是什么意思
- 猪娃是什么意思
- 猪崽是什么意思
- 猪年是什么意思
- 猪排是什么意思
- 猪栏是什么意思
- 猪狗不如是什么意思
- 猪猡是什么意思
- 猪獾是什么意思
- 猪瘟是什么意思
- 猪笼草是什么意思
- 猪肉是什么意思
- 猪肚儿是什么意思
- 猪肝是什么意思
- 猪舍是什么意思
- 猪苓是什么意思
- 猪草是什么意思
- 猪食是什么意思
- 猪鬃是什么意思
- 猫是什么意思
- 指令性计划是什么意思
- 指令系统是什么意思
- 指使是什么意思
- 指供是什么意思
- 指出是什么意思
- 指北针是什么意思
- 指南是什么意思
- 指南车是什么意思
- 指南针是什么意思
- 指印是什么意思
- 指名是什么意思
- 指名道姓是什么意思
- 指向是什么意思
- 指天为誓是什么意思
- 指天画地是什么意思
- 指天誓日是什么意思
- 指头是什么意思
- 指头肚儿是什么意思
- 指定是什么意思
- 指导是什么意思
- 指导员是什么意思
- 指导性计划是什么意思
- 指尖是什么意思
- 指引是什么意思
- 指战员是什么意思
- 指手画脚是什么意思
- 指拨是什么意思
- 指指戳戳是什么意思
- 指指点点是什么意思
- 指挥是什么意思
- 指挥刀是什么意思