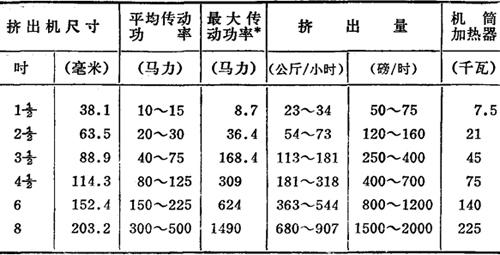
(一)挤出机料筒加热器
3.85~7瓦/厘米2(25~45瓦/吋2)(见表3-7)
表3-7
(二)片材及平膜模头
4.65~6.2瓦/厘米2(30~40瓦/吋2)
(三)料筒的加热
对于熔体环的稳定状态条件(例如,柱塞式注塑机分流芯,吹胀挤出机机头的近似条件)由福瑞尔(Fourier)定律可得:
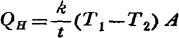
式中:
QH=单位时间的热流量
k=塑料的导热系数
t=塑料环的厚度(1)
T1=塑料环的外表面温度
T2=塑料环的内表面温度
A=加热料筒的面积
示例 聚乙烯(k=0.0008卡/厘米2/秒/厘米/℃)厚度2毫米,温度差100℃,料筒面积400厘米2
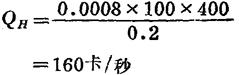
由表1-10,聚乙烯塑化约需热量150卡/克。因此,加热料筒将按下列速度进行塑化:

- 僧诃罗是什么意思
- 僧诃罗人是什么意思
- 僧诃补罗国是什么意思
- 僧诵经是什么意思
- 僧谷是什么意思
- 僧贵是什么意思
- 僧赞僧,佛法兴;道中道,玄中妙是什么意思
- 僧超是什么意思
- 僧超吹笳是什么意思
- 僧軒是什么意思
- 僧轩是什么意思
- 僧辩传是什么意思
- 僧达是什么意思
- 僧迁是什么意思
- 僧迦梨是什么意思
- 僧迦罗是什么意思
- 僧迦胝是什么意思
- 僧迦鵄是什么意思
- 僧道是什么意思
- 僧道不婚是什么意思
- 僧道举行宗教仪式时所用的器物是什么意思
- 僧道之进见是什么意思
- 僧道优尼是什么意思
- 僧道伪造经文犯上惑众是什么意思
- 僧道伪造诸王印信及令旨抄题是什么意思
- 僧道修行的功夫是什么意思
- 僧道免丁钱是什么意思
- 僧道到处漫游是什么意思
- 僧道吃十方是什么意思
- 僧道吃十方。是什么意思
- 僧道在举行宗教仪式时穿的衣是什么意思
- 僧道奇侠传是什么意思
- 僧道念经礼拜,代人忏悔消灾是什么意思
- 僧道或隐者所居住的房屋是什么意思
- 僧道或隐者的帽子是什么意思
- 僧道拜忏、打醮等事是什么意思
- 僧道无缘是什么意思
- 僧道朋友是什么意思
- 僧道死是什么意思
- 僧道游方时手持的响器是什么意思
- 僧道犯奸盗是什么意思
- 僧道用言语启发他人悟道是什么意思
- 僧道略等造像記是什么意思
- 僧道的坐榻是什么意思
- 僧道的房舍是什么意思
- 僧道的祈祷词是什么意思
- 僧道的足迹是什么意思
- 僧道的鞋是什么意思
- 僧道的饭食是什么意思
- 僧道盗其亲师祖师父及同师兄弟财是什么意思
- 僧道自称的谦辞是什么意思
- 僧道自谦称是什么意思
- 僧道设斋坛,祈祷鬼神是什么意思
- 僧道辨伪是什么意思
- 僧道遗其形体而仙去是什么意思
- 僧道门前是非多是什么意思
- 僧都统像壁画是什么意思
- 僧鉴是什么意思
- 僧鉴虚不法案是什么意思
- 僧铠是什么意思