高压聚乙烯管状薄膜的收缩性能,取决于挤出物拉伸的条件和拉伸阶段的力学。因而,拉伸度(模口与最终薄膜厚度的比)、吹胀比、冷固线高度、物料温度、松弛时间、挤出定向等等,均将影响成品薄膜的收缩性能。
纵向及横向的有效收缩值,可由下列公式计算:
纵向收缩=EO纵十SO纵-R1
横向收缩=EO横+SO横-R2
式中:EO纵及EO横系挤出时在两方向上产生的定向度值。
R1及R2系定向松弛时间,由聚合物参数、熔融温度及薄膜冷却速度所控制。
在一般的操作条件下,只考虑拉伸所产生的定向(在纵向上)和因吹胀比所产生的定向(在横向上)。然而,在很高的挤出速度下,上述的其他因素可逐渐变为十分重要的了。
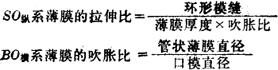
为了生产在两个方向上具有均匀收缩度的平衡收缩薄膜,其纵向及横向的拉伸比应相同:

例 薄膜厚度0.002时,模缝0.03时:
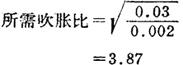
实际上,收缩薄膜是在吹胀比为3.5∶1至4.5∶1之间制得的。
相反,纵向对横向的定向比可由下式计算:

- 真理 直谛是什么意思
- 真理、意义、行动与事件是什么意思
- 真理、意义、行动与事件:戴维森哲学文选是什么意思
- 真理与方法是什么意思
- 真理与方法是什么意思
- 真理与方法是什么意思
- 真理与方法是什么意思
- 真理与方法是什么意思
- 真理与方法:哲学诠释学的基本特征上卷是什么意思
- 真理与谬误是什么意思
- 真理出版社是什么意思
- 真理发展的规律是什么意思
- 真理发展辩证法是什么意思
- 真理和意见是什么意思
- 真理就是信仰是什么意思
- 真理开始往往掌握在少数人手里是什么意思
- 真理报是什么意思
- 真理报是什么意思
- 真理报是什么意思
- 真理报是什么意思
- 真理报是什么意思
- 真理本生是什么意思
- 真理标准是什么意思
- 真理标准是什么意思
- 真理标准是什么意思
- 真理标准是什么意思
- 真理标准浅谈是什么意思
- 真理的入门是什么意思
- 真理的入门是什么意思
- 真理的入门是什么意思
- 真理的入门是什么意思
- 真理的具体性是什么意思
- 真理的标准是什么意思
- 真理的标准是什么意思
- 真理的标准是什么意思
- 真理的标准只能是社会的实践是什么意思
- 真理观是什么意思
- 真琦是什么意思
- 真男子是什么意思
- 真白汤是什么意思
- 真的感悟是什么意思
- 真的无限是什么意思
- 真的理念是什么意思
- 真皇是什么意思
- 真皮层和构成真皮的纤维是什么意思
- 真皮层和构成真皮的蛋白质纤维是什么意思
- 真相是什么意思
- 真相、假相和假象是什么意思
- 真相毕露是什么意思
- 真真国是什么意思
- 真真国是什么意思
- 真真国女儿诗是什么意思
- 真知灼见是什么意思
- 真知灼见是什么意思
- 真知灼见是什么意思
- 真知灼见是什么意思
- 真知灼见是什么意思
- 真知灼见是什么意思
- 真碓儿眼药是什么意思
- 真神殿是什么意思