(一)电火花加工原理、特点及应用(表5.6-1)
表5.6-1 电火花加工原理、特点及应用
电火花加工机床由机械部分(包括床身、立柱、纵横工作台、主轴头等),电源箱(内有脉冲电源、电极自动跟踪系统、操作部分),工作液循环处理系统组成。其中电源箱中的脉冲电源是连续产生火花放电的能源,它对加工速度、表面粗糙度、工具电极损耗等都有很大影响。电极自动跟踪系统是保证两极间一定的放电距离,同时检测出两极间电压或电流的变化,并采用伺服电机或液压驱动的液压伺服机构,使电极的主轴头上下进行调节运动。操作部分是通过控制面板上各种按钮操作,实现加工过程的自动化控制或CNC控制。工作液循环处理系统是用来净化工作液的循环过滤装置,它包括工作液箱、工作液槽、液压油箱等。
电火花加工机床技术规格见表5.6-2。
表5.6-2 电火花加工机床技术规格
图5.6-2 石墨电极方向性和拼合方法
3.电极和工件的装夹与定位
较大的电极可用主轴下端的连接法兰上a、b、c三面作基准,直接装夹,见图5.6-3。较小的电极可利用电极夹具装夹,见图5.6-4。组合电极也可用通用电极夹具装夹,见图5.6-5。大型石墨电极的拼合装夹方法见图5.6-6。石墨电极与连接板的固定方法见图5.6-7。
电极装夹后,应检查其垂直度。用精密角尺校正电极垂直度的方法见图5.6-8。用千分表校正见图5.6-9。型腔加工用电极的校正方法见图5.6-10。电极与工件间的定位方法见表5.6-14。
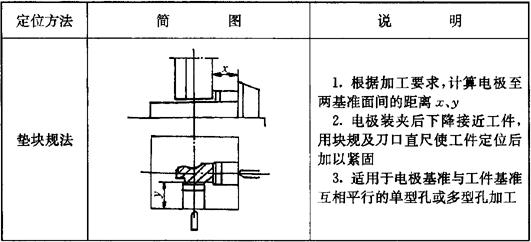
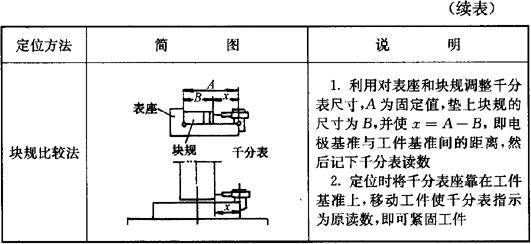
表5.6-14 电极与工件间的定位方法
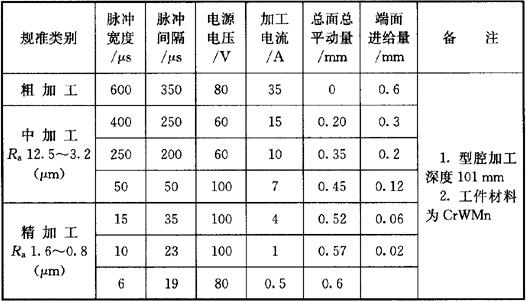
4.加工规准的选择
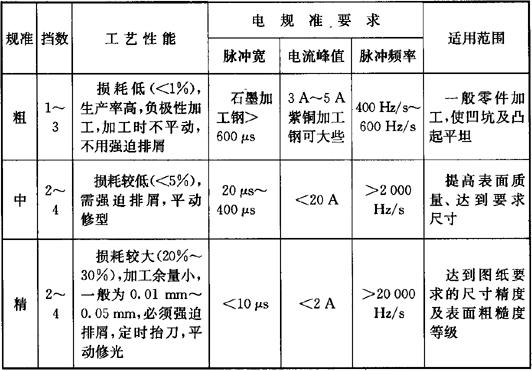
加工规准的选择见表5.6-15。
表5.6-15 加工规准的选择
5.平动量的分配
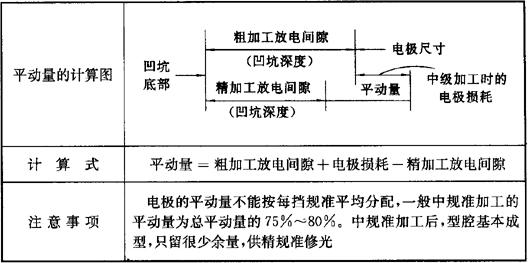
平动量的计算见表5.6-16。
表5.6-16 平动量的计算
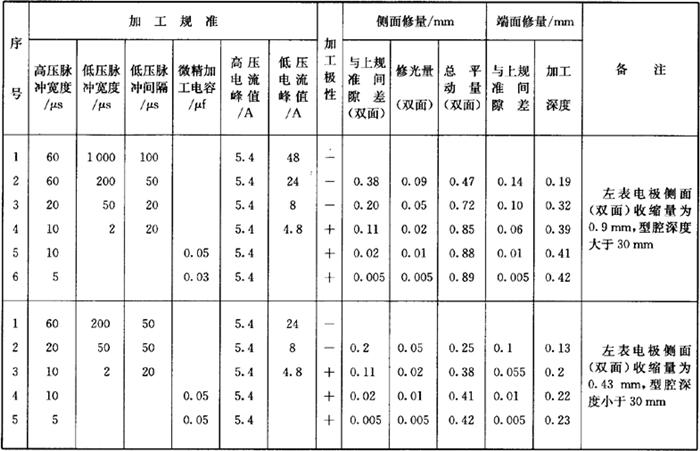
6.加工实例
实例1 表5.6-17为可控硅脉冲电源,石墨电极(双边收缩量1.2mm)加工型腔时规准转换与平动量分配。
表5.6-17 规准转换与平动量分配
实例2 表5.6-18为晶体管复式脉冲电源,紫铜电极加工型腔。
表5.6-18 规准转换与平动量分配
- 向真霞六阳,鼎内烹煮。是什么意思
- 向着是什么意思
- 向着对方的面是什么意思
- 向着暴风雨前进是什么意思
- 向着风是什么意思
- 向砧板上送肉是什么意思
- 向碾转是什么意思
- 向礼纯是什么意思
- 向祖国是什么意思
- 向神仙打赌是什么意思
- 向神佛表示悔过,请求宽恕是什么意思
- 向神求福及得福后报赛以祭是什么意思
- 向神祈求保佑是什么意思
- 向神祈求庄稼丰收是什么意思
- 向神祈祷求福是什么意思
- 向神祝告求福是什么意思
- 向神祝告祈求福寿是什么意思
- 向神祝祷心愿是什么意思
- 向神祭祷,谢罪消灾是什么意思
- 向神祷告请求是什么意思
- 向神默告自己的愿望是什么意思
- 向秀是什么意思
- 向秀丽是什么意思
- 向秀初闻笛,钟期久罢琴。是什么意思
- 向秀周易义是什么意思
- 向秀园是什么意思
- 向秀归来是什么意思
- 向秀注是什么意思
- 向秀闻笛是什么意思
- 向秀集是什么意思
- 向科学进军是什么意思
- 向空书是什么意思
- 向空书咄咄是什么意思
- 向空书字是什么意思
- 向窗前、引镜看来,尚喜精神炯炯。是什么意思
- 向立法会请愿是什么意思
- 向笛是什么意思
- 向第三人履行是什么意思
- 向第三家银行索汇信用证是什么意思
- 向米罗致敬,半夜我披着窗帘起飞是什么意思
- 向紹洪是什么意思
- 向紹軒是什么意思
- 向红叶阶前紫薇阁,管不负年少。是什么意思
- 向红机械厂是什么意思
- 向纳税人借钱借物、赊欠货款是什么意思
- 向纵深发展进攻是什么意思
- 向绍洪是什么意思
- 向绍轩是什么意思
- 向绒毛毡里扑绵被——白费是什么意思
- 向绒毛毡里铺棉被——白费是什么意思
- 向绪汉是什么意思
- 向罗马进军是什么意思
- 向群众学习是什么意思
- 向老人祝贺生日是什么意思
- 向老官人是什么意思
- 向老官人造反是什么意思
- 向老师或前辈学习的人是什么意思
- 向老江湖双病眼,此身天地一浮鸥。是什么意思
- 向老爷儿是什么意思
- 向老阳儿是什么意思