锻件
2.1.3.1 自由锻件机械加工余量
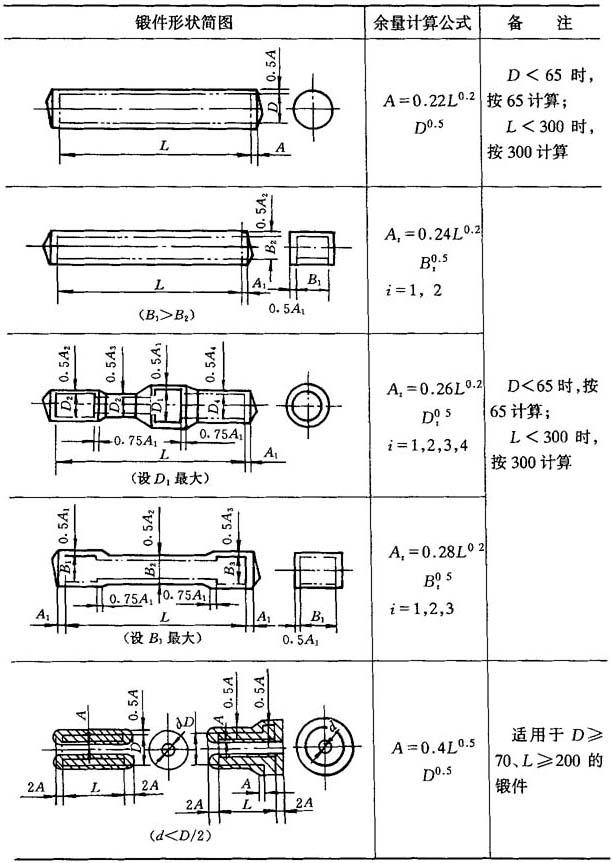
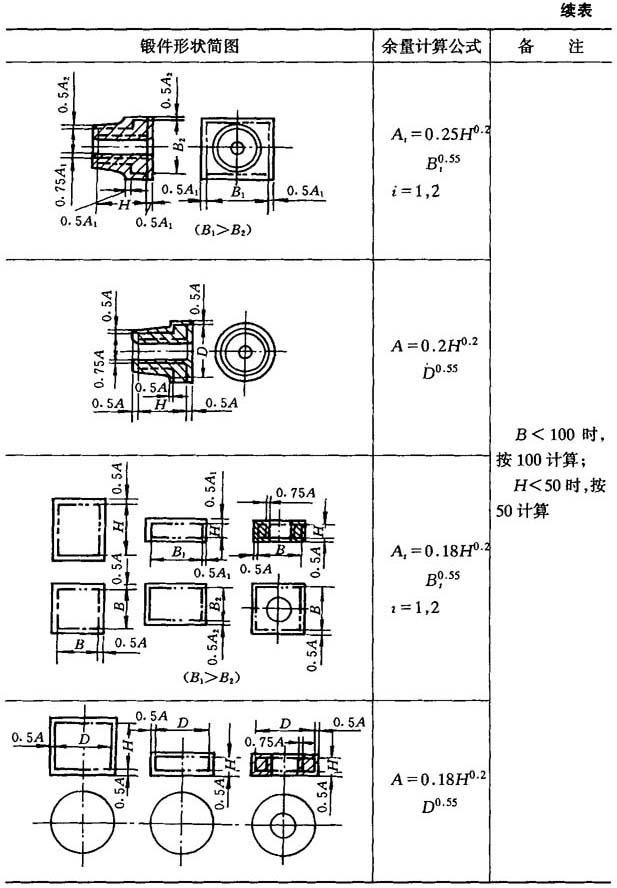
自由锻件机械加工余量可用表2-36所列计算公式计算.
2.1.3.2 钢质模锻件公差及机械加工余量
JB3834—85和JB3835—85适用于质量小于等于250kg、长度(最大尺寸)小于等于2500mm在模锻锤、热模锻压力机、螺旋压力机和平锻机上成批生产的钢质(碳素钢及合金钢)热模锻件.
锻件公差分为普通级和精密级.平锻件的公差只有普通级.
表2-36 自由锻锻件机械加工余量计算公式 mm
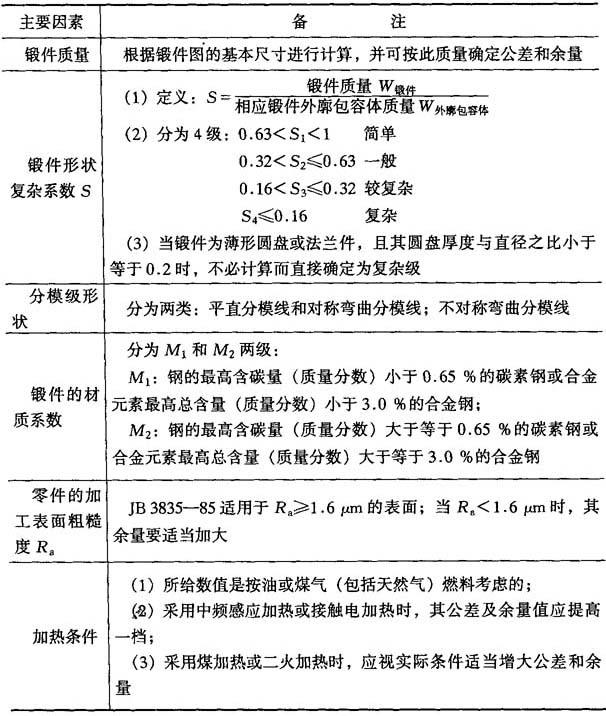
1.确定锻件公差和机械加工余量的主要因素
确定锻件公差和机械加工余量的主要因素见表2-37.
表2-37 确定锻件公差和机械加工余量的主要因素
2.钢质模锻件公差
表2-38列出了钢质模锻件的各种公差.
表2-38 钢质模锻件的公差
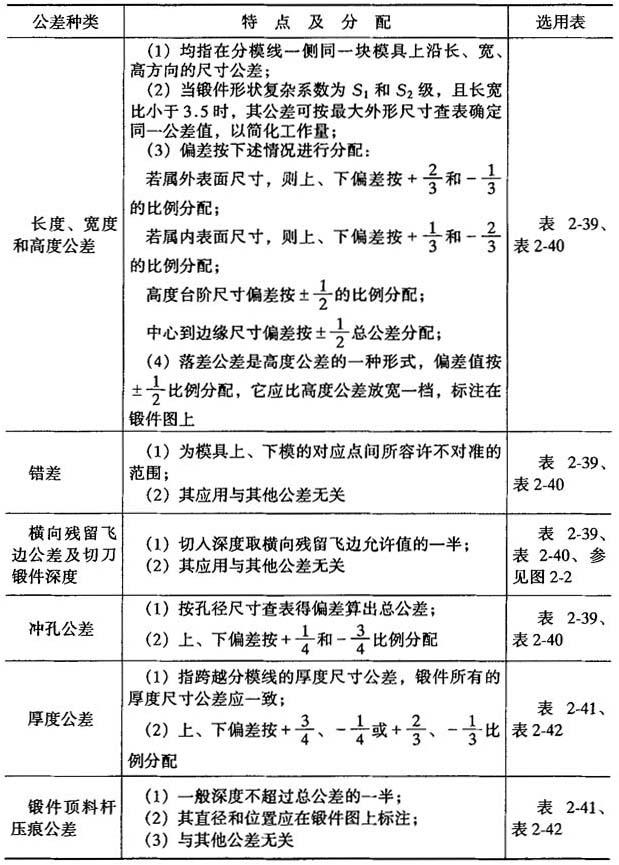
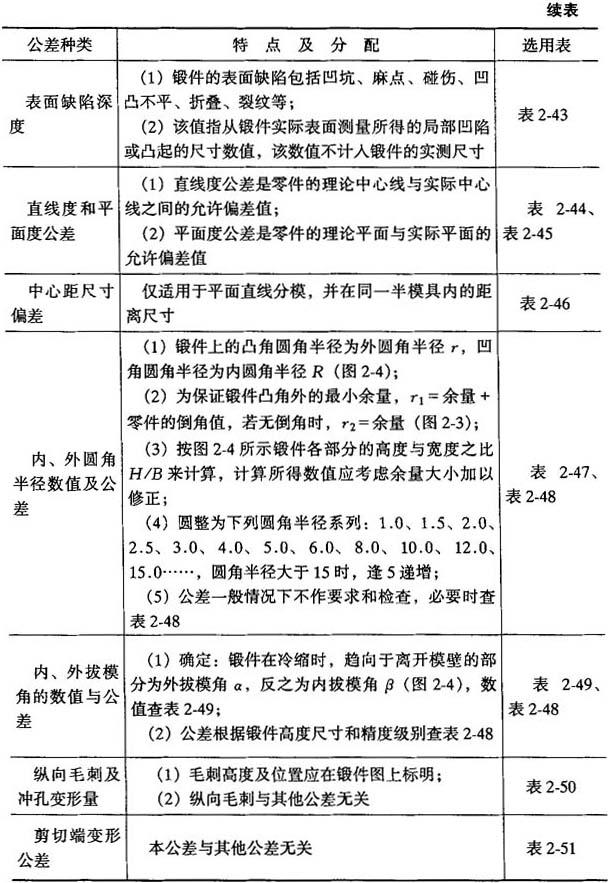
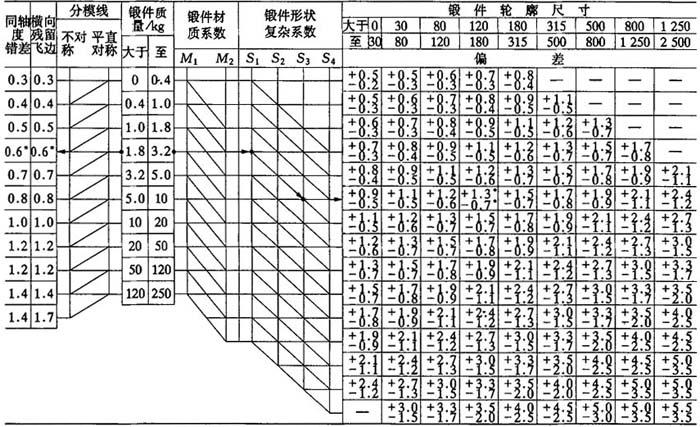
表2-39 模锻件的长度、宽度、高度偏差及错差、残留飞边量(普通级) mm
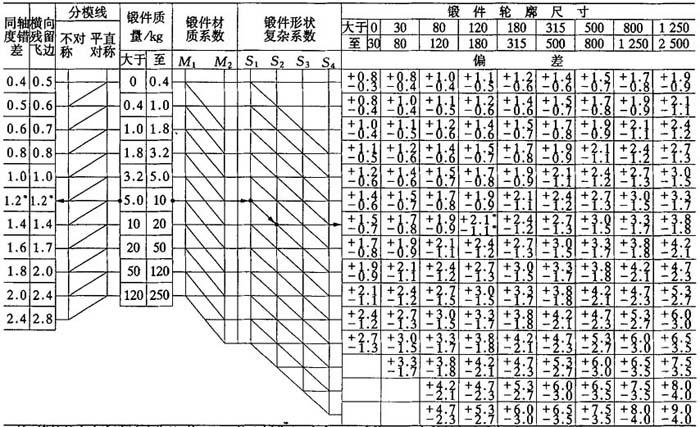
注:锻件的高度台阶尺寸公差,按±1/2的比例分配,丙表面尺寸偏差,正负符号与表中相反.
例:锻件质量为6kg、材料系数为M1、锻件复杂系数为S2、锻件尺寸为160mm,平直分模线时,查得各类偏差为表中带星花的数值.
表2-40 模锻件的长度、宽度、高度偏差及错差、残留飞边量(精密级) mm
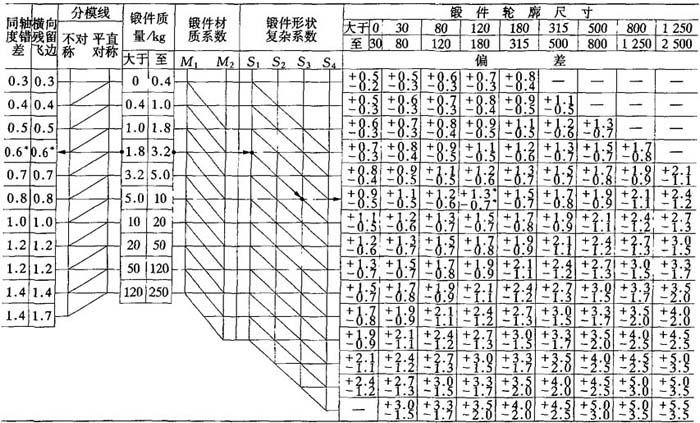
注:1.锻件的高度台阶尺寸公差按±1/2比例分配,锻件内表面尺寸偏差正负符号与表中相反
2.本表不适用于平锻机上生产的锻件
例:锻件质量为3kg、材质系数为M1、复杂系数为S3、尺寸为160mm,平直分模线时,查得各类偏差为表中带星花的数值
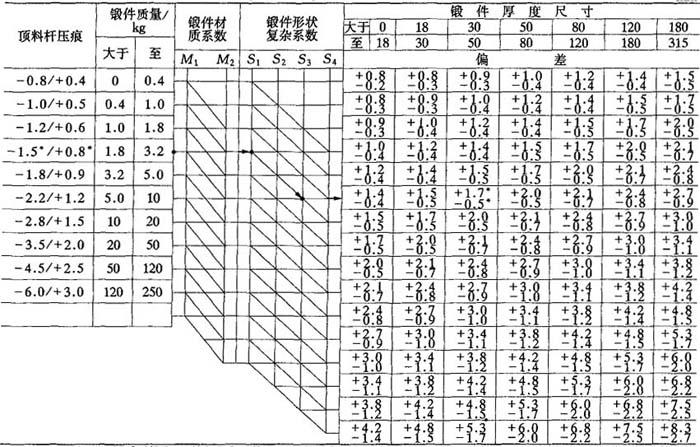
表2-41 模锻件的厚度偏差及顶料杆压痕偏差(普通级) mm
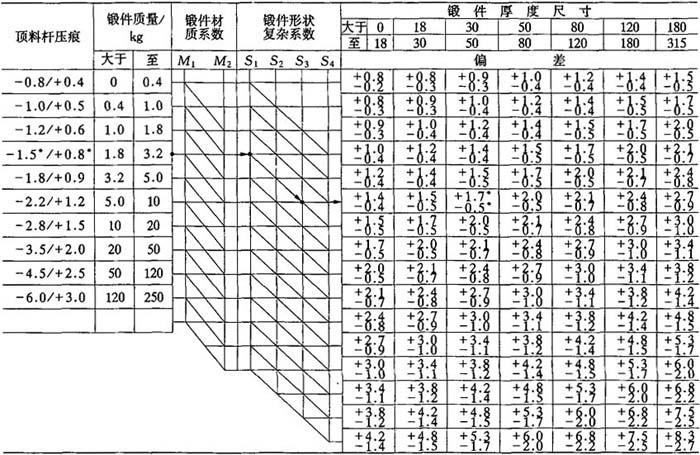
例:锻件质量为3kg、材质系数为M1、锻件复杂系数为S3、锻件最大厚度尺寸为45mm,油炉加热时,查得各类偏差为表中带星花的数值.
表2-42 模锻件的厚度偏差及顶料杆压痕偏差(精密级) mm
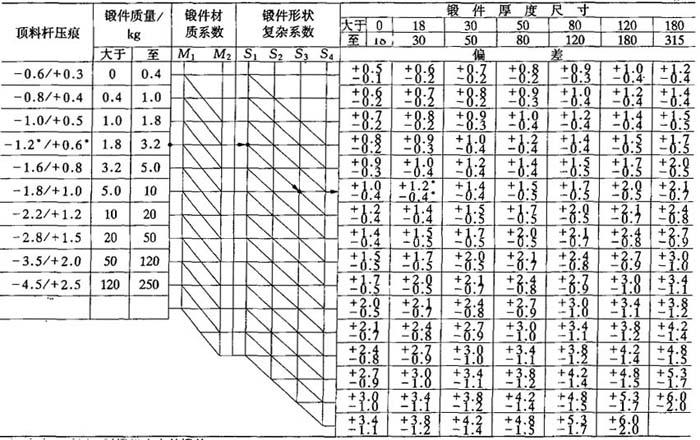
注:本表不适用于平锻机生产的锻件.
例:锻件质量为3kg、材质系数为M1、锻件复杂系数为S3、锻件最大厚度尺寸为45mm,中频感应加热时,查得各类偏差为表中带星花的数值.
表2-43 表面缺陷深度确定
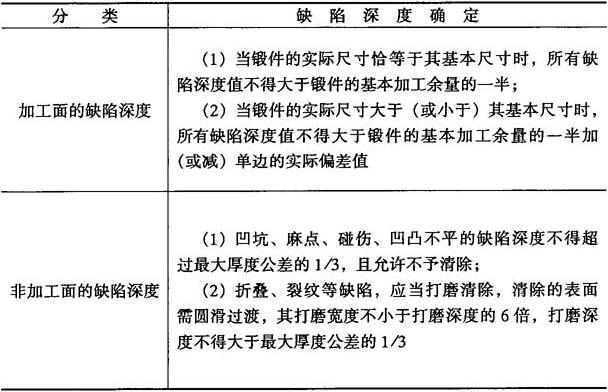
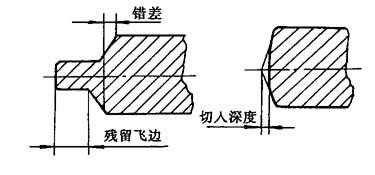
图2-2 错差、残留飞边及切入深度
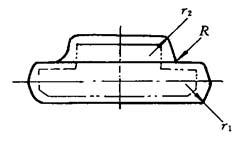
图2-3 圆角半径与余量
图2-4 内、外圆角半径
表2-44 模锻件非加工面的直线度公差 mm
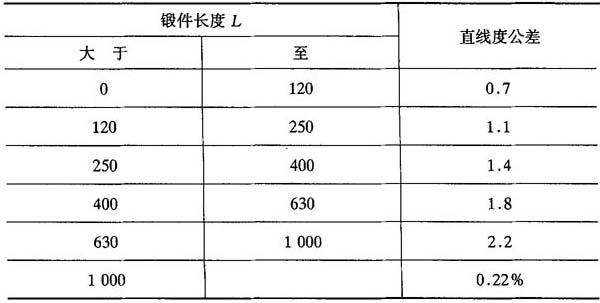
注:对中心线不是直线的锻件不采用本表数值,应适当加大.
表2-45 模锻件加工面的直线度、平面度公差 mm
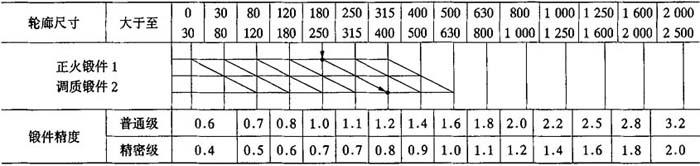
注:1.对带有落差和弯曲的锻件,直线度和平面度不能采用本表数值,应适当放宽或由供需双方协商确定.
2.精密级不适用于平锻件
例:锻件长度为240mm的调质件时,直线度和平面度的普通级为1.2mm,精密级为0.8mm.
表2-46 模锻件中心距尺寸偏差 mm
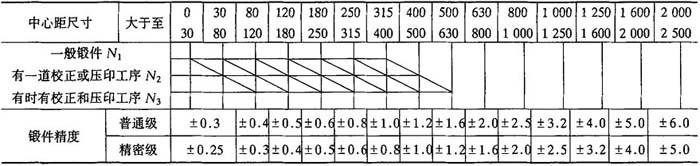
注:本表适用于在热模锻压力机、模锻锤、平锻机及螺旋压力机上生产的模锻件,但精密级不适用于平锻件.
例:当锻件长度尺寸为300mm时,只有一道校正压印工序,其中心距尺寸的普通级公差为±1.0mm,精密级公差为±0.8mm.
表2-47 圆角半径计算表
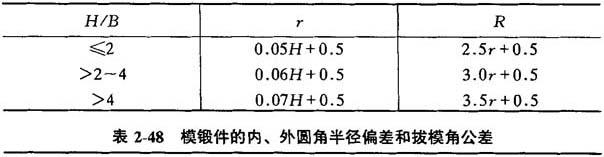
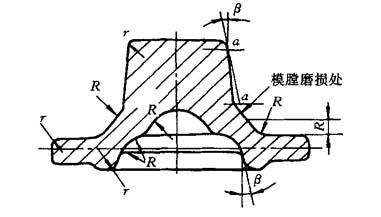
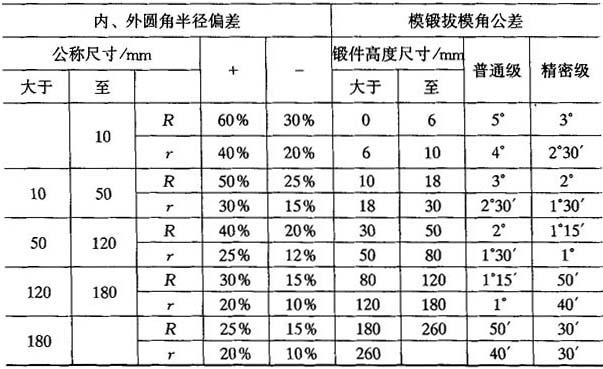
注:1.在测量模锻拔模角公差时,其锻件高度尺寸应去掉R值,只测量到a点.在R(r)部分,按R(r)公差测量.
2.本表适用于在热模锻压力机、模锻锤、平锻机及螺旋压力机上生产的模锻件.
表2-49 锤上锻件外拔模角α的数值
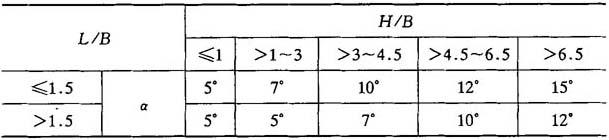
注:1.内拔模角β可按表中数值加大2°或3°
2.在热模锻压力机和螺旋压力机上使用顶料机构时,拔模角可比表中数值减小2°或3°
3.当上、下模模膛深度不相等时,应按模镗较深一侧计算拔模角.
表2-50 锻件切边冲孔纵向毛刺及局部变形公差
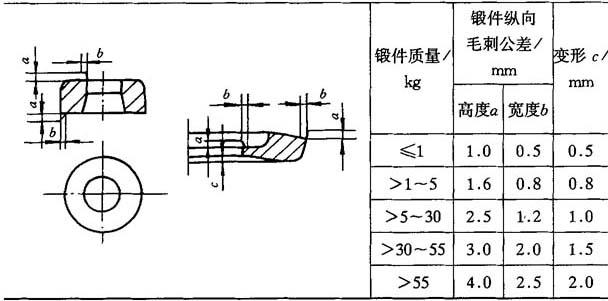
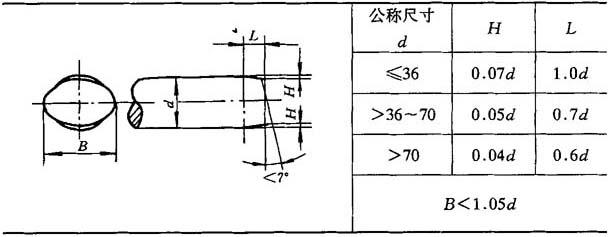
表2-51 剪切端变形公差 mm
3.平锻件公差
平锻件公差的确定有一些特殊要求.表2-52列出确定平锻件公差的主要条件.表2-53列出平锻件一些主要公差的确定.
表2-52 确定平锻件公差的主要条件
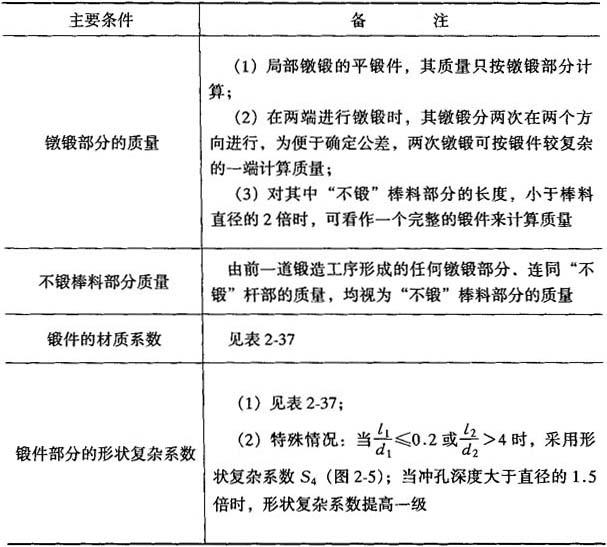
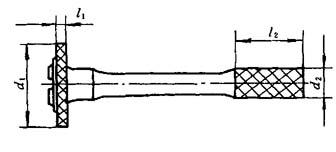
图2-5 形状复杂系数的特殊情况
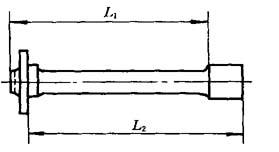
图2-6 两端镦锻平锻件长度公差
表2-53 平锻件的主要公差确定
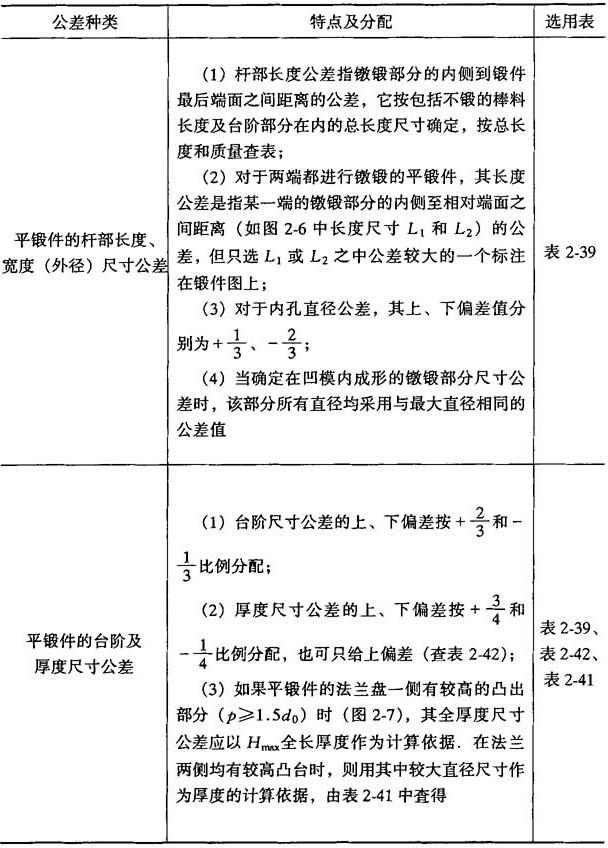
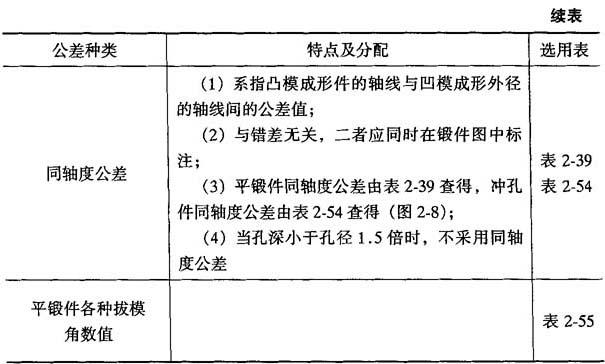
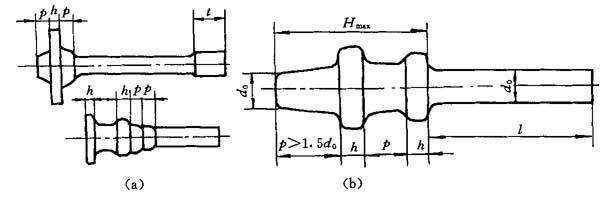
图2-7 平锻件台阶尺寸
图2-8 平锻冲孔零件同轴度
表2-54 平锻冲孔零件同轴度公差 mm
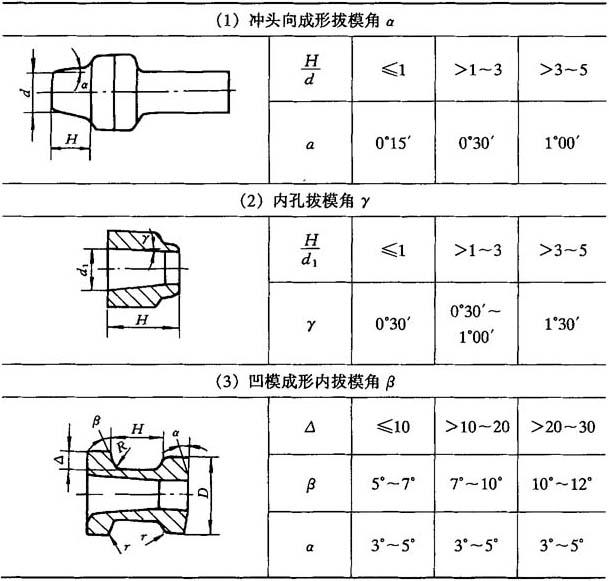
表2-55 平锻件各种拔模角数值(JB3835—85)
4.加工余量
模锻件机械加工余量,根据估算锻件质量、加工精度及锻件复杂系数由表2-56和表2-57查得.表中余量值为单面余量.
5.锻件公差应用举例
锻件公差应用举例如下:
(1)转向垂臂(图2-9、表2-58);
(2)常啮合齿轮(图2-10、表2-61);
(3)凸肩齿轮机械加工余量和公差(表2-65);
(4)圆饼类锻件的余量与公差(表2-66);
表2-56 模锻件内外表面加工余量 mm
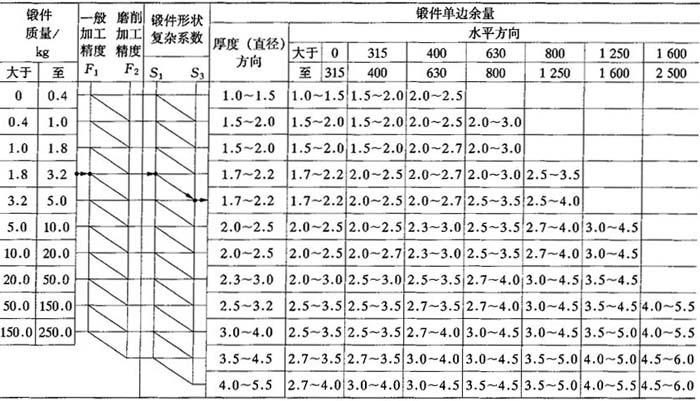
注:本表适用于在热模锤压力机、模锻锤、平锻机及螺旋压力机上生产的模锻件.
例:锻件质量为3kg,在1600t热模锻压力机上生产,零件无磨削精加工工序,锻件复杂系数为S3,长度为480mm时,查出该零件余量是:厚度方向为1.7~2.2mm,水平方向为2.0~2.7mm.
表2-57 锻件内孔直径的机械加工余量 mm

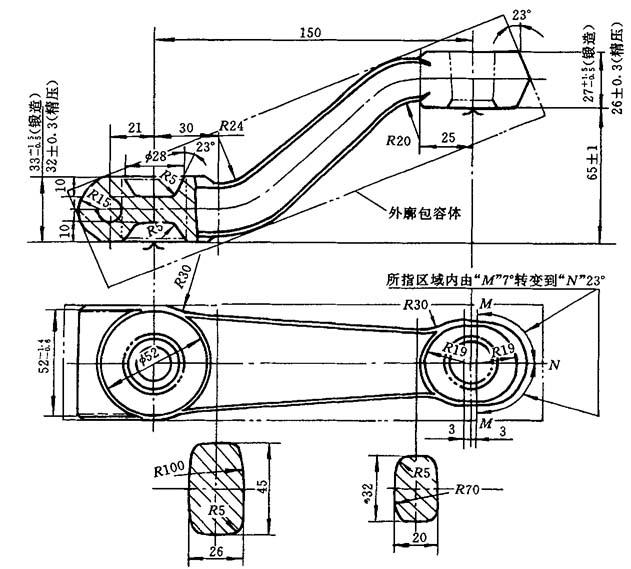
图2-9 转向垂臂锻造毛坯图
表2-58 转向垂臂锻件的尺寸允许偏差

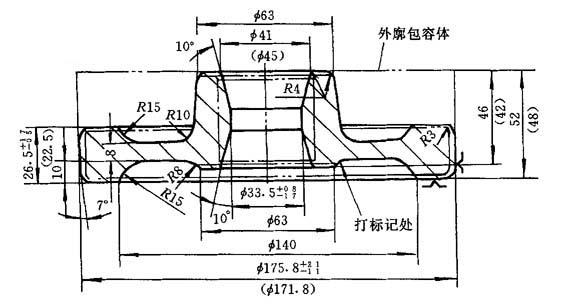
图2-10 常啮合齿轮锻造毛坯图
(5)多台阶轴类锻件的余量与公差(表2-67);
(6)锤上模锻件余量和公差(表2-68、表2-69).
表2-59 模锻件的长度、宽度、高度偏差及错差、残留飞边量(精密级) mm
注:1.锻件的高度台阶尺寸公差按±1/2比例分配,锻件内表面尺寸偏差正负符号与表中相反.
2.本表不适用于平锻机上生产的锻件.
例:锻件质量为3kg、材质系数为M1、复杂系数为S3、尺寸为160mm,平直分模线时,查得各类偏差为表中带星花的数值.
表2-60 模锻件的厚度偏差及顶料杆压痕偏差(普通级) mm
例:锻件质量为3kg、材质系数为M1、锻件复杂系数为S3、锻件最大厚度尺寸为45mm,油炉加热时,查得各类偏差为表中带星花的数值
表2-61 常啮合齿轮锻件的尺寸允许偏差
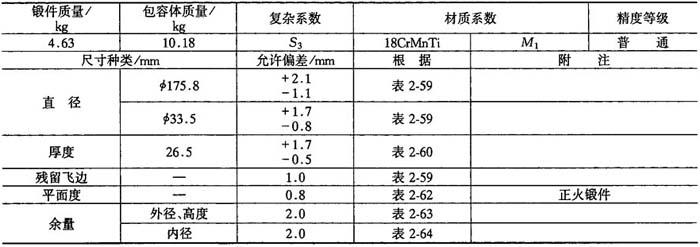
表2-62 模锻件加工面的直线度、平面度公差 mm

注:1.对带有落差和弯曲的锻件,直线度和平面度不能采用本表数值,应适当放宽或由供需双方协商确定.
2.精密级不适用于平锻件.
例:锻件为长度是240mm的调质件时,直线度和平面度的普通级为1.2mm,精密级为0.8mm
表2-63 模锻件内外表面加工余量 mm

注:本表适用于在热模锤压力机、模锻锤、平锻机及螺旋压力机上生产的模锻件.
例:锻件质量为3kg,在1600t热模锻压力机上生产,零件无磨削精加工工序,锻件复杂系数为S3,长度为480mm时,查出该零件余量是:厚度方向为1.7~2.2mm,水平方向为2.0~2.7mm.
表2-64 锻件内孔直径的机械加工余量 mm

表2-65 凸肩齿轮机械加工余量和公差 mm

表2-66 圆饼类锻件的余量与公差 mm

表2-67 多台阶轴类锻件的余量与公差 mm

表2-68 锤上模锻件余量和公差 mm

表2-69 自由公差 mm

- 定期抚恤金是什么意思
- 定期报表是什么意思
- 定期抵押是什么意思
- 定期换水是什么意思
- 定期控制法是什么意思
- 定期提成是什么意思
- 定期支付是什么意思
- 定期收入是什么意思
- 定期收入方式是什么意思
- 定期期票是什么意思
- 定期本票是什么意思
- 定期标售利率证券是什么意思
- 定期检查是什么意思
- 定期检查犬的粪便是什么意思
- 定期检验是什么意思
- 定期死亡保险是什么意思
- 定期汇票是什么意思
- 定期洒水浇灌是什么意思
- 定期活动是什么意思
- 定期测验是什么意思
- 定期清查是什么意思
- 定期清点是什么意思
- 定期班机是什么意思
- 定期班轮是什么意思
- 定期班轮公司是什么意思
- 定期生存保险是什么意思
- 定期生存年金是什么意思
- 定期生长量是什么意思
- 定期盘存是什么意思
- 定期票据是什么意思
- 定期禁欲是什么意思
- 定期租约船舶适航条款是什么意思
- 定期租船是什么意思
- 定期租船合同是什么意思
- 定期租船契约是什么意思
- 定期租船租船人的责任和权利是什么意思
- 定期租船船主的责任和权利是什么意思
- 定期租赁是什么意思
- 定期称重是什么意思
- 定期结汇是什么意思
- 定期结算是什么意思
- 定期结算工程价款是什么意思
- 定期结算订单是什么意思
- 定期统计资料积累是什么意思
- 定期维修是什么意思
- 定期维修架日数是什么意思
- 定期缴清终身保险是什么意思
- 定期缴费是什么意思
- 定期考核是什么意思
- 定期聚会交易的市场是什么意思
- 定期股票是什么意思
- 定期航班是什么意思
- 定期航线是什么意思
- 定期航船是什么意思
- 定期航运是什么意思
- 定期装运是什么意思
- 定期观察是什么意思
- 定期计息是什么意思
- 定期订购方式是什么意思
- 定期评估是什么意思