酱油加工装备
1 概述
酱油是一种营养丰富的发酵调味品。酱油能增加菜肴的色泽、香气和味道,刺激食欲。酱油中还含有许多人体必须的营养成分,酱油是独具一格的中国烹调技术不可缺少的佐料之一,日本等国家做菜也广泛使用酱油。
酱油种类繁多。按形态可分为液体酱油、酱油膏和固体酱油;按加不加辅料,有普通酱油和特种酱油;普通酱油又有有盐酱油和无盐酱油;特种酱油按加入的辅料种类有虾子酱油和蘑菇酱油等。
酱油的酿造虽然起源于我国,但我国的酱油酿造工业远远落后于酱油酿造技术居世界领先地位的日本。日本已开发用生物反应器生产酱油,我国各种酱油加工装备皆可制造,但自动化水平较低。
2 加工工艺
以豆饼、麸皮为基本原料,固态低盐发酵制普通酱油的工艺如下。
2.1 原料处理及制曲
原料处理及制曲工艺流程如图1-13-11所示。

图1-13-11 原料处理及制曲工艺流程图
2.2 发酵
发酵工艺流程如图1-13-12所示。

图1-13-12 发酵工艺流程图
2.3 浸出
浸出工艺流程如图1-13-13所示。
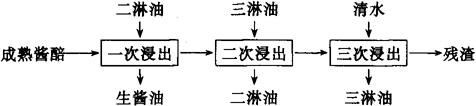
图1-13-13 浸出工艺流程图
2.4 加热及配制
加热及配制工艺流程如图1-13-14所示。

图1-13-14 加热及配制工艺流程图
酱油的种类不同,加工工艺不尽相同。如固体酱油是在液体酱油中加入适量蔗糖、精盐和助鲜剂等,用真空浓缩除去水,再加工定型而成。粉末酱油是液体酱油经喷雾干燥而成。特种酱油是在酱油中加入了适当处理的相应辅料而成,如在液体酱油中加入了适当处理的虾籽,就成虾籽酱油。制酱油的原料不同,其工艺亦不完全相同。
制曲是酱油酿造的关键,为酿造酱油的基础。制曲的目的在于通过米曲霉在原料上的繁殖,而取得酱油酿造上需要的各种酶,其中特别是蛋白酶和淀粉酶更为重要。用豆饼、麸皮制酱油配比有8∶2、7∶3或6∶4。豆饼的粉碎度以通过锤式粉碎机筛孔直径为9mm的筛子为准。
润水的作用是使原料含有一定的水分,以利于蛋白质的适度变性和淀粉的充分糊化,并为米曲霉的生长繁殖提供一定的水分。
蒸料的目的是使原料中的蛋白质适度变性及淀粉糊化,成为容易为酶作用的状态,还可以通过加热,杀灭附在原料表面的微生物,以利于米曲霉的生长。
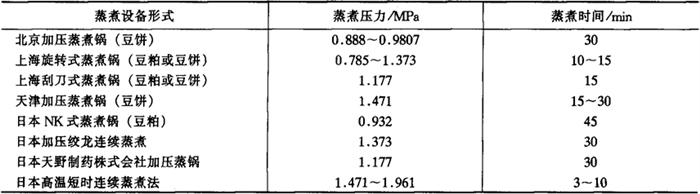
现将目前国内外蒸料所采用的压力与时间列于表1-13-4。一般来说,蒸煮压力与时间的规律为:压力高,时间短;压力低,时间可适当延长。
表1-13-4 国内外蒸料所用压力与时间
蒸料完毕后,迅速冷至需要的温度。
原料经蒸熟冷却后出锅,打碎成小块,然后接入种曲,并送入曲池,经多次翻铲,制成曲。刚开始,应及时通风调节温度至32℃左右,静止培养6h左右,就开始升温,升至37℃左右,通风降温至35℃左右。然后经几次翻曲,培养22~26h,曲已着生淡黄绿色孢子,即可出曲。在制曲过程中,要加强温度、湿度及通风量的管理。曲料水分大,在制得好曲的前提下,成曲酶活力高。熟料水分要求在45%~51%之间(根据季节以及具体条件定),若制曲初期水分过大,不适宜米曲霉的繁殖,而细菌显着繁殖。
将配制好的食盐水(20℃时盐水浓度13°Bé左右)加热至40~45℃与成曲进行充分的搅拌,盐水量62%~65%,使成曲呈不流动状的混合物,此谓酱醅。将酱醅保温发酵,制成成熟酱醅。发酵时酱醅品温要求在42~46℃保持4天,从第5天起按每天开汽3次,使品温逐步上升,最后提高到48~50℃。低盐发酵的时间一般为8天,酱醅已基本成熟。但为了增加风味,往往延长发酵期为12~15天,发酵前期为42~44℃,中间为44~46℃,后期为46~48℃。
酱醅成熟后利用浸出法将其可溶性物质溶出。浸出包括浸泡及滤油两个工序。一般是用下淋油做为上淋油的浸泡液,即头淋油是产品,二淋油套出头淋油,三淋油套出二淋油,最后用清水套出三淋油。这种套淋方法称为间歇滤油法。三淋油套二淋油时温度为70~80℃,浸泡时间为8~12h。用清水套三淋油时,可用热水亦可用自来水,浸泡时间为2h左右。二淋油浸泡头淋油一般20h左右,浸泡期间品温不宜低于55℃,一般在60℃以上。
以上是间歇滤油法。由于设备周转关系,有些酿造厂已采用连续滤油法:浸泡的方式是一样的,但当头油将要滤完,酱渣刚露出液面时,即加入75℃左右的三淋油,浸泡1h,滤出二淋油。待二淋油即将滤完,酱渣刚露出液面时再加入常温自来水,放出三淋油,从头油到放完三淋油总需时间8h左右。
滤油结束出渣,出渣完毕,清洗发酵容器,并对其进行检查维修。
将滤出的头淋油根据酱油中含食盐量的标准进行补加食盐后进行加热,以灭菌、调和香气及风味、增加色泽和除去酱油中的悬浮物。
一般酱油的加热温度为65~70℃,维持30min,或者采用80℃连续加热。
当酱油中氨基酸生成率不大于50%时,应补加相应量的氨基酸,使其达到标准。为了防止酱油生白霉变,应在成品中加入防腐剂。常见的防腐剂有苯甲酸钠,其最高用量不超过0.1%;苯甲酸最高用量亦不得超过0.1%。
生酱油加热后,产生凝结物使酱油变得浑浊,待其在容器中静置3天以上,使凝结物连同其它杂质逐渐积聚于器底。经检验合格后为成品。
3 关键装备
3.1 豆饼的粉碎
一般都用锤式粉碎机,参见本章第1节。
3.2 蒸煮装置
蒸煮装置有旋转式蒸煮锅、刮刀式蒸煮锅和连续蒸煮装置等。
3.2.1 旋转式蒸煮锅(图1-13-15) 该设备是一个既能变压加热,又能减压冷却的容器。在润水蒸料时,可不断地作360°的旋转运动。
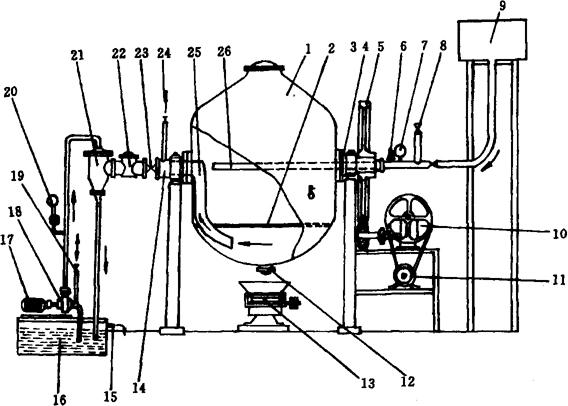
图1-13-15 旋转蒸煮锅(有假底)
1-转锅体 2-假底 3-温度计 4-进汽空心轴 5-齿轮 6-安全阀 7-压力真空表 8-蒸汽管 9-定量水箱 10-蜗轮变速箱 11-电机 12-通汽孔 13-扬送机 14-排气空心轴 15-溢水管 16-贮水池 17-电机 18-水泵 19-给水管阀 20-压力表 21-水力喷射器 22-止回阀 23-闸门阀 24-排汽管阀 25-排汽管 26-蒸汽喷出管
旋转式蒸煮锅由锅身、旋转装置、用于冷却的水力喷射器、真空泵、吸料投料口和出料口等部分组成。锅身有球形的单头锥形和双头锥锅身的。如圆锥形封头的一端开设进出料口,锅体内设有假底2,蒸汽管8通过进气空心轴4伸入锅体内位于假底2之上。冷却排气管25由锅体外通过空心轴伸入锅体位于假底2之下。加压蒸煮及冷却减压时锅体不旋转。该类锅体对称性差,结构较复杂,存在积料的死角,因此使用受到限制。而双头锥锅身是目前国内外酿造厂普遍采用的一种旋转蒸煮设备的锅身。当前国外采用的有立式和卧式锅身两种。两种锅身均为两端以同样的锥形封头与中段圆筒焊成,都开设进入料口(兼作入孔)。卧式锅身的进出料口(人孔)开设在筒体上。双头锥锅身两端结构相同,对称性好,旋转时惯性小于单头锅身,装卸料都比较方便。锅内无假底、无死角,每次卸料彻底,清洁干净。锅身转速0.75~1r/min。目前国内锅身容积分为1m3、3m3、5m3和6m3四种,以5m3锅身应用最广。水力喷射器配用离心水泵,利用高速水流从喷嘴喷出,锅内形成减压,水分在低压下蒸发吸收热量,使曲料冷却。
3.2.2 刮刀式蒸煮锅(图1-13-16) 刮刀式蒸煮锅锅身长圆形,上面有进料口9、排气阀10、压力表11,蒸汽管4由锅底进入,并装置冷凝排水管7,能随时排出冷凝水,下面装有出料口3,锅内中心垂直装有立柱,连接蜗轮减速器。在蜗杆上端装置刮刀2,在起动时刮刀按顺时针方向转动,熟料随之而下。在排气阀10上也可连接水力喷射器冷却装置。
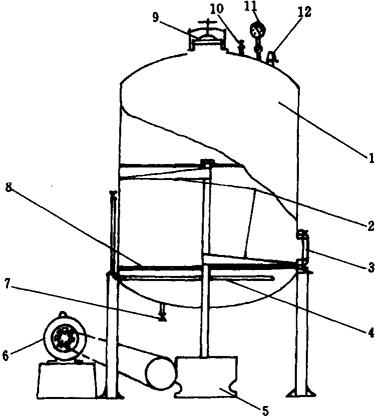
图1-13-16 刮刀式蒸煮锅
1-锅体 2-刮刀 3-出料口 4-蒸汽管 5-蜗轮减速器 6-电机 7-排水管 8-假底 9-进料口 10-排汽阀 11-压力表 12-安全阀
3.2.3 连续蒸煮设备(图1-13-17) 在日本,酱油的蒸煮很多工厂仍采用旋转式蒸煮锅,但目前已推行连续蒸煮设备,即豆粕由原料输送带1进入浸渍螺旋4中润水。以提升机5将原料由输送管10送至蒸煮管6上部。当原料在蒸煮管6中经过高压螺旋输送机慢慢运行时,就得到了蒸煮处理,并经脱压小室12排出。这个装置的特点是蒸煮均匀,不粘结成团,原料连续处理,操作简便。
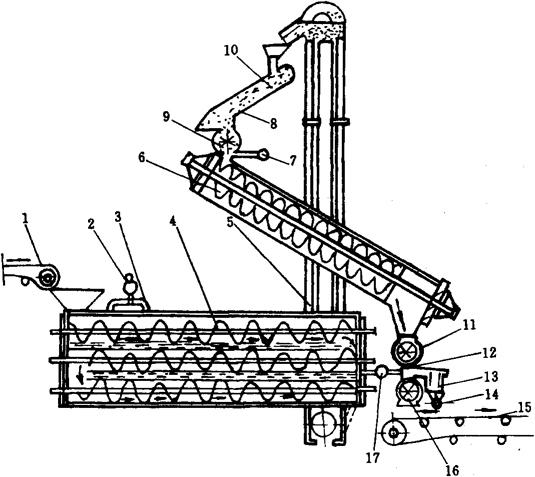
图1-13-17 连续蒸煮装置
1-原料输送带 2-流量表 3-浸渍水喷头 4-浸渍螺旋 5-提升机 6-蒸煮管 7-输送蒸汽阀 8-输入管抽气器 9-输送旋转阀 10-输送管 11-脱压旋转阀 12-脱压小室 13-除尘小室 14-除粒阀 15-输送用传送带 16-排出旋转阀 17-排气阀
日本某公司研制了新的FM式连续蒸煮设备(图1-13-18)。原料润水与前述连续蒸煮装置相似,解决了螺旋形式蒸料装置而将原料残留在输送机中的问题。即在蒸煮罐中装置了1个不锈钢的金属网7,原料在金属网上,厚度在20cm以下,随着金属网而移动,加压蒸汽从金属网上的原料上、下两面导入罐内,原料通过蒸汽压力为1.961MPa的蒸煮罐,蒸煮时间为3min。通过第一排料旋转阀16进入减压室17。减压室同喷射冷却器13相连,原料经冷却,通过第二排料旋转阀18移送到输送带上,送去制曲。
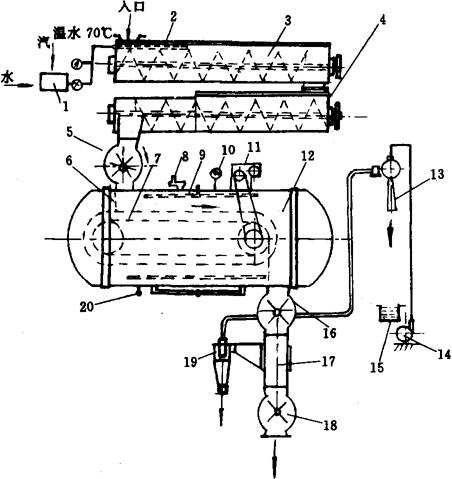
图1-13-18 FM式连续蒸煮装置
1-温水装置 2-洒水管 3-洒水预热绞龙 4-洒水预热绞龙 5-进料回转阀 6-刮平器 7-金属网 8-安全阀 9-喷蒸汽管 10-温度计 11-蒸料金属网驱动装置 12-蒸煮罐 13-喷射冷却器 14-水泵 15-循环水池 16-第一排料旋转阀 17-减压室 18-第二排料旋转阀 19-分离器 20-疏水器
3.3 加热设备
酱油的加热设备通常有以下3种:夹层锅、盘管加热器和列管式加热器。国内目前较普遍使用列管式加热器,每小时可加热酱油5~7t。参见第1篇第12章第1节和第17章第3节。
3.4 酱油粉加工装备
酱油粉是粉末状的固体酱油,系酱油直接喷雾而成。
喷雾干燥的方法有以下2种:压力喷雾干燥法和离心喷雾干燥法。
喷雾干燥的方法不同,所需设备也不一样,但其工艺流程相似。压力喷雾的喷雾部件是压力喷嘴,酱油是由高压泵将酱油送往压力喷嘴;离心喷雾的主要部件是高速旋转的离心喷雾器转盘4(图1-13-20)。酱油是自动流到喷雾器转盘上。当由喷雾器雾化的酱油与鼓风机1送入的经过过滤加热的热空气接触时,发生了质热交换,酱油被干燥成酱油粉。制酱油粉的喷雾干燥流程如图1-13-19所示。
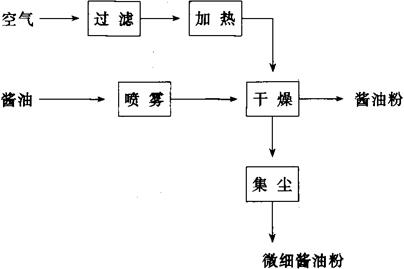
图1-13-19 酱油粉喷雾干燥流程图
压力喷雾时,空气经过滤后加热到130~160℃后进入干燥塔,酱油加热到60℃,由高压泵送入压力喷嘴,高压泵的压力在8MPa以上。离心喷雾酱油亦加热到60℃左右,过滤的热空气温度亦是130~160℃。压力喷雾器喷嘴的锐孔直径为0.5~0.7mm,离心喷雾器转盘转速为7500r/min。线速度达100m/s。
离心喷雾干燥设备如图1-13-20所示。
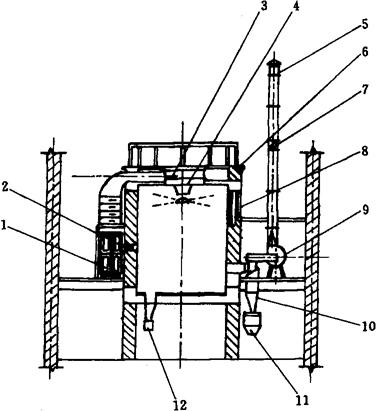
图1-13-20 离心喷雾干燥设备
1-鼓风机、过滤加热器 2-窥视孔 3-均风器 4-离心喷雾器转盘 5-风帽 6-喷雾干燥塔 7-蝶阀 8-清理门 9-离心通风机 10-旋风分离器 11-集料箱 12-出料斗
喷雾干燥设备参见第1篇第8章第3节。
3.5 固体酱油加工装备
液体酱油利用真空浓缩装备,在较低的温度下,使水分蒸发,可成为固体酱油。烹调时,将固体酱油直接加入热水或用热水冲调后加入,其滋味与一般酱油同样鲜美。
固体酱油工艺流程如图1-13-21所示。

图1-13-21 固体酱油加工工艺流程图
用水力喷射器使浓缩锅内形成真空吸入酱油。浓缩锅夹层通入蒸汽,开始时压力保持在1.9614MPa,以后随着水分的蒸发,将压力逐渐降低,最后维持在0.4904MPa。真空度从0.053~0.079MPa逐渐提高到0.092MPa以上,以免温度过高,使成品带有焦香味。浓缩时间一般3h左右。待真空表回至0时,把精盐、蔗糖及助鲜剂混合投入,经搅拌均匀即可出料。出料后,应趁热放入定型模内压平,用机械切成小块,即成固体酱油。
用液体酱油制作固体酱油一般用浓缩锅,不使用其他浓缩装置,浓缩锅参见第1篇第6章第6节。
- 哑子漫尝黄檗味,难将苦口对人言是什么意思
- 哑子谩尝黄蘖味,难将苦口对人言是什么意思
- 哑巴三龙是什么意思
- 哑巴会是什么意思
- 哑巴吃饺子——肚里有数是什么意思
- 哑巴吃黄连是什么意思
- 哑巴吃黄连——有苦说不出是什么意思
- 哑巴吃黄连,有苦说不出是什么意思
- 哑巴吃黄连,有苦说不出是什么意思
- 哑巴看失火——干瞪眼儿是什么意思
- 哑幼十讲是什么意思
- 哑惊丹是什么意思
- 哑歌人的自白是什么意思
- 哑然失笑是什么意思
- 哑然失笑是什么意思
- 哑然失笑是什么意思
- 哑然失笑是什么意思
- 哑然失色是什么意思
- 哑牛是什么意思
- 哑瘴喉风是什么意思
- 哑瘴喉风是什么意思
- 哑铃型组织是什么意思
- 哑铃法是什么意思
- 哑门是什么意思
- 哑门是什么意思
- 哑面舞是什么意思
- 哑风是什么意思
- 哑风是什么意思
- 哑鲁国是什么意思
- 哒是什么意思
- 哒是什么意思
- 哒是什么意思
- 哒是什么意思
- 哒是什么意思
- 哒是什么意思
- 哒是什么意思
- 哒史研究是什么意思
- 哒嗪硫磷是什么意思
- 哒国是什么意思
- 哒国是什么意思
- 哒草特是什么意思
- 哒螨灵是什么意思
- 哓哓是什么意思
- 哔是什么意思
- 哕是什么意思
- 哕是什么意思
- 哕哕是什么意思
- 哕哕(huì huì)是什么意思
- 哗是什么意思
- 哗是什么意思
- 哗是什么意思
- 哗众取宠是什么意思
- 哗众取宠是什么意思
- 哗众取宠是什么意思
- 哗众取宠是什么意思
- 哗众取宠是什么意思
- 哗变士兵招待条例是什么意思
- 哗哩喇是什么意思
- 哙哙是什么意思
- 哚拉西坦是什么意思