超塑性挤压成形工艺
应用超塑合金在变形中的极低流动应力进行挤压成形.
9.1.2.1 超塑性挤压成形特点
一般冷挤压加工,毛坯处于三向应力状态,变形抗力很高,最高达35MPa以上,故所需挤压设备能量高(吨位大),模具材料强度、耐磨性均要求很高.形状复杂工件,由于应变硬化,还必须多次挤压及中间退火,故冷挤压加工受到限制.而超塑性挤压成形有下述特点:
(1)模具结构简单,寿命高.这是因为挤压时材料变形抗力校对模具材料压力机吨位要求低之故.
(2)工序简单.对于变形程度较大的零件,可一次成形,故可省去多次挤压及中间退火.
(3)对轮廓面上起伏不大但造型复杂、类似浮雕式的零件,极为适用.
(4)生产率低.适于中、小批量生产.这是由于超塑性挤压速度必须低的缘故.
9.1.2.2 超塑性挤压成形的模具加热装置
只有当合金始终处于超塑温度范围内,超塑性挤压才能进行,故模具必须加热.模具采用电阻加热,方法有如下3种.
(1)直接加热法 模具外围套上电阻加热器.此法特点是:升温快,节电,但稳定性差.此法适用于大批量生产.
(2)底座传热法 加热模座内放置棒状电阻加热器,工作时模具靠模座传热而加热.此法特点是:温度稳定,适于各种模具;且换模具时,加热器不动.但其缺点是升温慢,能耗大.
(3)混合式加热法 即模具和模座同时加热,加热速度可调节,模具和工件温度可控制.
实际生产中,为减轻工件出模时的变形,往往采用较低的变形温度.但若挤压成形温度超过超塑性温度上限时,会令合金塑性下降,应避免之.
9.1.2.3 超塑性挤压设备选用
目前多采用立式液压机进行超塑成形,可根据成形工件的质量和尺寸大小选用不同吨位的设备.通常成形设备应具备下述条件:
(1)吨位足够,压力可调;
(2)设备带模具加热及控温装置;
(3)设备工作速度较低且可调;
(4)工作台面较大且具有顶出装置;
(5)可进行闭式挤压,当压力过大,能自动减压,并能在规定压力下减压,还能在任意位置上停留.
9.1.2.4 超塑性挤压成形模具
(1)模具材料 一般为:Cr12、Cr12Mo、Cr12MoV、T8、T10、GCr15、3Cr2W8、W6Mo5Cr4V2、W18Cr4V等.
(2)模具热处理 为使在高温状态下模具有足够强度、硬度、耐热疲劳和抗氧化等性能,模具构件的毛坯要进行锻造和热处理,处理后硬度>HRC52.
(3)模具设计注意事项 主要包括以下几方面.
①模具导向.一般采用模口直径导向,不采用导柱导向,否则会因热胀变形而不均匀,甚至卡死.
②脱模斜度.高度较大的模具应留少许斜度(<1°),零件内部脱模斜度应再大些.
③排气孔.在金属最后充满型腔部位开出Φ0.5~Φ1.0的小孔或留配合面,以便气体排出.
④模具间隙.采用原国标二级精度的第一种动配合,尽量使飞边出现在最后成形部位.
⑤粗糙度.挤出零件粗糙度与模具几乎一样.故要求模具工作部位光洁.粗糙度为Rz=1.6~1.8mm.
⑥收缩率.由于挤压温度和脱模顺序的不同,不同零件或同一零件不同部位之收缩率不同,一般通过试验确定.
⑦成形件的脱模.脱模时由于成型件很软,易变形,故不宜采用小顶杆顶几点的形式顶件,而应以大面积顶出为好.
⑧对于需挤出螺纹或带镶嵌件的模具结构,可参照塑料压制模具的结构设计.
9.1.2.5 超塑挤压成形工艺设计
主要考虑下述几点.
(1)确定脱模斜度.
(2)壳形件(具有侧壁)深度不宜过大,深度与直径比值一般不能小于1.
(3)工件转折处设计成圆角,成形后要加工件留出加工余量.
(4)考虑合理的、大面积的顶出件.
9.1.2.6 成形力计算
超塑加工成形力计算依下式进行:
F=σs·S·Q·R·J (9-5)
式中:F——成形力(N);
σs——流动应力(MPa);
S——成形件的形状系数;
Q——系数,Q=1~5,形状复杂时取大值;
R——速度系数,R=1~2,引出此值的原因是:超塑成形要求低速度,若速度提高,必引起成形力增加;
J——成形件的尺寸系数,J=4~5.
9.1.2.7 超塑挤压成形工艺过程
(1)材料检验 检查已超细化处理材料的塑性性能:δ、σs.
(2)制坯 应严格控制毛坯质量.
(3)预热 对毛坯进行预热,以便缩短成形时间,预热温度不得高于合金的超塑温度.
(4)挤压 挤压前毛坯上涂润滑剂.适量,则成形件表面光洁;若过量,则金属充不满模具或产生折叠.
(5)脱模 脱模时应防止工件变形,脱模后成形件在空气中冷却.
(6)成形件的清理 去除污物等.
(7)表面处理 根据需要进行.
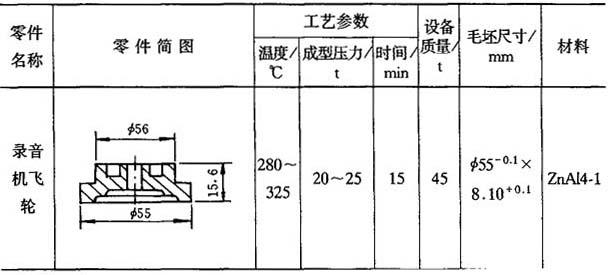
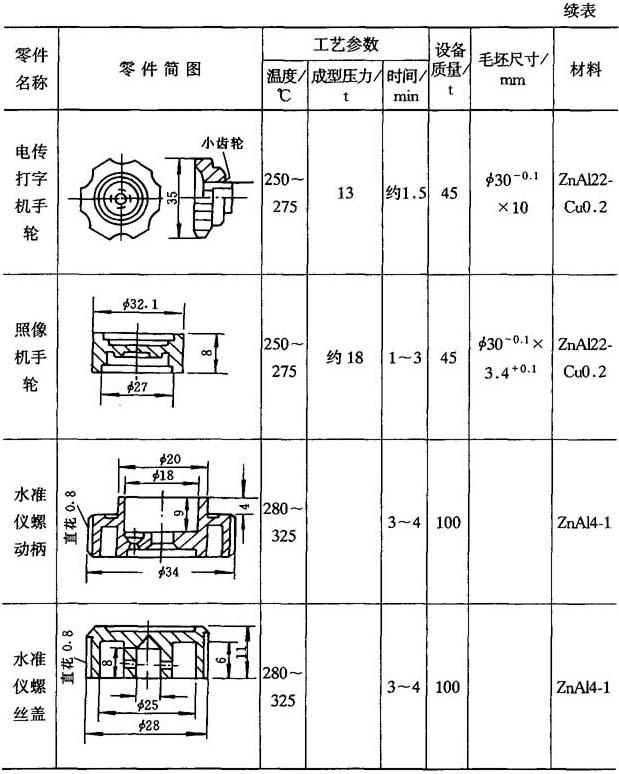
(8)超塑成形应用实例 表9-1为锌基合金超塑挤压成形实例(北京机电研究所).表9-1中序号1为录音机飞轮,原为压铸毛坯,质量差,成本高,废品率高达30%~50%,但铸造气孔影响飞轮动平衡性能,从而降低录音机音响效果.改为超塑挤压成形后,飞轮材质致密,无气孔,动平衡性能好,产品合格率达99%以上,成本降低,性能优异.
表9-1 锌基合金超塑挤压成形实例
- 沧县(沧州市新华区)是什么意思
- 沧园是什么意思
- 沧岩是什么意思
- 沧峤是什么意思
- 沧州是什么意思
- 沧州万顷舟横渡。是什么意思
- 沧州之战是什么意思
- 沧州 (元)吴莱是什么意思
- 沧州冬菜是什么意思
- 沧州几年隐,白发一茎新。是什么意思
- 沧州地区大事记是什么意思
- 沧州市是什么意思
- 沧州市光大旅行社是什么意思
- 沧州市大明园旅行社是什么意思
- 沧州市旺达航空旅行社是什么意思
- 沧州市黄骅金桥旅行社是什么意思
- 沧州市(运河区)是什么意思
- 沧州明诗钞是什么意思
- 沧州木板大鼓是什么意思
- 沧州横海郡是什么意思
- 沧州武术节是什么意思
- 沧州武豪传奇是什么意思
- 沧州深断裂带是什么意思
- 沧州狮子景州塔, 真定府里大菩萨。是什么意思
- 沧州生是什么意思
- 沧州病叟是什么意思
- 沧州百姓歌是什么意思
- 沧州盐使司是什么意思
- 沧州精舍是什么意思
- 沧州纪事是什么意思
- 沧州翁是什么意思
- 沧州诗集是什么意思
- 沧州野客是什么意思
- 沧州金丝小枣是什么意思
- 沧州铁狮是什么意思
- 沧州铁狮子是什么意思
- 沧州驻防是什么意思
- 沧州驻防城是什么意思
- 沧晓是什么意思
- 沧来是什么意思
- 沧来自述年谱是什么意思
- 沧柱是什么意思
- 沧桑是什么意思
- 沧桑之变是什么意思
- 沧桑历尽独哀乐是什么意思
- 沧桑启示是什么意思
- 沧桑小阅之楼是什么意思
- 沧桑尘飞是什么意思
- 沧桑换是什么意思
- 沧桑濮州是什么意思
- 沧桑百年的南开中学是什么意思
- 沧桑艳是什么意思
- 沧桑艳·降鸾是什么意思
- 沧桑记是什么意思
- 沧桑词客是什么意思
- 沧桑陵谷是什么意思
- 沧水是什么意思
- 沧江是什么意思
- 沧江东去流天外,秦岫西来绕汉中。是什么意思
- 沧江乐府是什么意思