等离子弧焊的基本方法
等离子弧焊接有三种成形方法:穿孔型等离子弧焊、熔入型等离子弧焊及微束等离子弧焊。
1.穿孔型等离子弧焊
穿孔法焊接工艺通常采用强流等离子弧焊机。通过选择较大的焊接电流及等离子流,使等离子弧具有较大的能量密度及等离子流力,将焊接工件完全熔透并在等离子流力的作用下形成一个贯穿工件的小孔,而熔化金属被排挤在小孔周围。随着等离子弧在焊接方向移动,熔化金属沿电弧周围熔池壁向熔池后方移动并结晶成焊缝,而小孔随着等离子弧向前移动,如图1-7-7所示。这种小孔焊接工艺特别适用于单面焊双面成形,并且也只能进行单面焊双面成形。焊接较薄的工件(厚度限值见表1-7-6)时,可不开坡口、不加垫板、不加填充金属,一次实现双面成形。
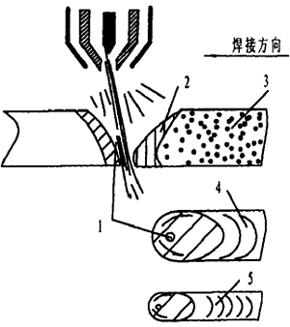
图1-7-7 小孔型等离子弧焊焊缝成形示意图[5]
1.小孔 2.熔池 3.焊缝 4.焊缝正面 5.焊缝背面
表1-7-6 穿孔型等离子弧焊的焊接厚度限值[6]

小孔的产生依赖于等离子弧的能量密度,板厚越大,要求的能量密度越大,由于等离子弧的能量密度是有限的,因此,穿孔型等离子弧焊的焊接厚度也是有限的,如表1-7-6所示。对于厚度更大的板材,穿孔型等离子弧焊只能进行第一道焊缝的焊接。
2.熔入型等离子弧焊接
采用较小的等离子气流量焊接时,电弧的等离子流力减小,电弧的穿透能力降低,只能熔化工件,形不成小孔,焊缝成形过程与TIG焊相似。这种方法称为熔入型等离子弧焊接,适用于薄板、多层焊的盖面焊及角焊缝的焊接。
3.微束等离子弧焊接
微束等离子弧焊接是一种小电流(通常小于30A)熔入型焊接工艺,为了保持小电流电弧的稳定,一般采用小孔径压缩喷嘴(0.6~1.2mm)及联合型电弧。焊接时存在两个电弧,一个是燃烧于电极与喷嘴之间的非转移弧,另一个为燃烧于电极与焊件间的转移弧。前者起着引弧和维弧作用,使转移弧在电流小至0.5A时仍非常稳定;后者用于熔化工件。与钨极氩弧焊相比,微束等离子弧焊的优点是:
(1)可焊更薄的金属,最小可焊厚度为0.01mm。
(2)弧长在很大的范围内变化时,也不会断弧,并且电弧保持柱状。
(3)焊接速度快、焊缝窄、热影响区小、焊接变形小。
- 清河书画表是什么意思
- 清河县是什么意思
- 清河县是什么意思
- 清河县志是什么意思
- 清河县志是什么意思
- 清河张夫人墓志是什么意思
- 清河社是什么意思
- 清油散是什么意思
- 清泉县志是什么意思
- 清泉县志 (乾隆)是什么意思
- 清泉县志 (同治)是什么意思
- 清泉寺是什么意思
- 清泉汤是什么意思
- 清泉荡玉渚,文鱼跃中波。是什么意思
- 清泉集是什么意思
- 清法是什么意思
- 清法是什么意思
- 清法是什么意思
- 清法是什么意思
- 清法是什么意思
- 清泠是什么意思
- 清泠是什么意思
- 清泠花露满,滴沥檐宇虚。是什么意思
- 清波杂志是什么意思
- 清波杂志是什么意思
- 清波杂志是什么意思
- 清波门是什么意思
- 清泥丸敛神汤是什么意思
- 清泰二年(公元935年)是什么意思
- 清泰立交桥是什么意思
- 清泰门是什么意思
- 清泽满之是什么意思
- 清泾浊渭是什么意思
- 清洁是什么意思
- 清洁与消毒是什么意思
- 清洁及洁净检验是什么意思
- 清洁工与法官是什么意思
- 清洁工艺是什么意思
- 清洁[扫]口,管道检修口是什么意思
- 清洁提单是什么意思
- 清洁提单是什么意思
- 清洁提单是什么意思
- 清洁提单是什么意思
- 清洁灌肠是什么意思
- 清洁生产是什么意思
- 清洁生产是什么意思
- 清洁生产促进法是什么意思
- 清洁生产的实施是什么意思
- 清洁生产的实施是什么意思
- 清洁生产的推行是什么意思
- 清洁生产的推行是什么意思
- 清洁生产网是什么意思
- 清洁能源是什么意思
- 清洗是什么意思
- 清洗工艺及设备是什么意思
- 清洗机是什么意思
- 清津是什么意思
- 清流是什么意思
- 清流是什么意思
- 清流县志是什么意思