窄间隙熔化极富氩气体保护焊工艺
GMAW-NG通常采用多层多道焊。根据使用的焊丝直径及送丝方式,可分为两类。
1.细焊丝GMAW-NG
采用的焊丝直径为0.8~1.6mm,坡口间隙为6~9.5mm,导电嘴伸入到坡口内。由于焊丝直径小,因此通常采用较小的焊接线能量,这对于控制焊缝金属的成分、减小焊缝体积及焊接残余应力、改善焊缝组织较为有利,因此大厚度高强度钢多用这种技术进行焊接。
细焊丝GMAW-NG一般采用Ar+CO2混合气体进行焊接。CO2含量应小于20%,否则将会导致大量飞溅。
为了防止侧壁未焊透等缺陷,必须采用适当的送丝方式,如图1-4-6所示。
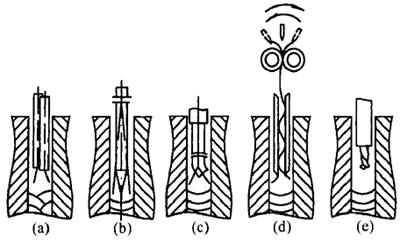
图1-4-6 细焊丝GMAW-NG的送丝方式[9]
(a)双丝串联法 (b)单丝摆动法 (c)导电嘴倾斜法 (d)波状焊丝法 (e)绞合焊丝法
2.粗丝GMAW-NG
一般采用直径为2~3mm的焊丝,坡口间隙为12.5mm左右。由于焊丝直径较粗,刚度较大,因此导电嘴可置于坡口外面。这样就使焊丝伸出长度增大,而且该长度随工件厚度的增加而增大,因此这种方法的焊接厚度是有限的(小于152mm)。
粗丝GMAW-NG可采用大电流,因此生产率比细丝GMAW-NG高。保护气体一般选用富氩气体。可采用直流正接,也可采用直流反接。采用直流正接时,熔滴过渡为喷射过渡,可获得较大的熔深,但焊缝成形系数小,热裂纹倾向大;采用直流反接时,过渡熔滴的尺寸仍比较小,熔深较浅,焊缝成形系数大,热裂纹倾向小。
GMAW-NG的焊接工艺参数如表1-4-29所示。
表1-4-29 GMAW-NG的焊接工艺参数
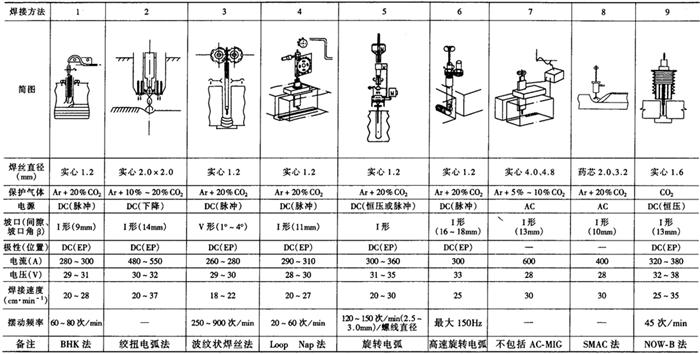
原理:①用塑性变形呈波状的焊丝在钝边处产生摆动电弧。
②用两根互绞焊丝制成的绞扭电极产生电弧旋转运动。
③用塑性变形呈波纹状的焊丝在钝边处产生摆动电弧。
④旋转固定曲率的焊丝,产生摆动电弧。
⑤用螺线形焊丝产生电弧旋转运动。
⑥旋转偏心导孔的导电嘴,产生高速旋转电弧。
⑦大直径焊丝MIG交流焊。
⑧药芯焊丝Ar+CO2交流焊。
⑨导电嘴机械波动,使焊丝在双重气体保护中摆动。
- 养脏丸是什么意思
- 养脏丹是什么意思
- 养脏复元汤是什么意思
- 养脏汤是什么意思
- 养脏汤是什么意思
- 养脏汤是什么意思
- 养脏汤是什么意思
- 养脏汤是什么意思
- 养脏汤是什么意思
- 养脏汤是什么意思
- 养脑利肢汤是什么意思
- 养脑利肢汤是什么意思
- 养脑利肢汤是什么意思
- 养脑利肢汤是什么意思
- 养脾丸是什么意思
- 养脾丸是什么意思
- 养脾丸是什么意思
- 养脾丸是什么意思
- 养脾丸是什么意思
- 养脾丸是什么意思
- 养脾丸是什么意思
- 养脾丸是什么意思
- 养脾丸是什么意思
- 养脾丸是什么意思
- 养脾丸是什么意思
- 养脾丸是什么意思
- 养脾散是什么意思
- 养脾汤是什么意思
- 养脾消积丸是什么意思
- 养脾消积丸是什么意思
- 养脾肥儿丸是什么意思
- 养脾肥儿丸是什么意思
- 养脾进食丸是什么意思
- 养花与长寿是什么意思
- 养花技艺是什么意思
- 养花治病是什么意思
- 养荣丸是什么意思
- 养荣丸是什么意思
- 养荣丸是什么意思
- 养荣健脾丸是什么意思
- 养荣双和汤是什么意思
- 养荣壮肾汤是什么意思
- 养荣壮肾汤是什么意思
- 养荣平肝汤是什么意思
- 养荣平肝汤是什么意思
- 养荣归脾汤是什么意思
- 养荣汤是什么意思
- 养荣汤是什么意思
- 养荣汤是什么意思
- 养荣汤是什么意思
- 养荣汤是什么意思
- 养荣汤是什么意思
- 养荣汤是什么意思
- 养荣汤是什么意思
- 养荣汤是什么意思
- 养荣汤是什么意思
- 养荣汤是什么意思
- 养荣汤是什么意思
- 养荣生化汤是什么意思
- 养荣生化汤是什么意思