环形件辗轧
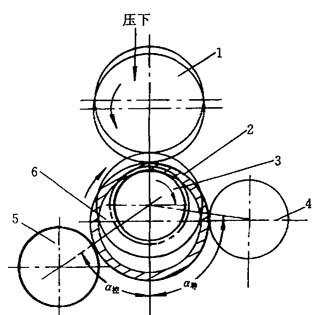
图8-22 辗压扩孔示意图
1—主动辊;2—工件;3—从动辊;4—导向辊;5—控制辊;6—原毛坯
8.2.3.1 环轧工艺原理特点及环形件分类
1.环轧的工艺原理
环形件辗轧简称辗环或环轧,又称环形件扩孔、辗压扩孔.它是一种在专门扩孔(辗环)机上环形毛坯在旋转的模具中轧制,毛坯壁厚变保同时直径扩大的一种压力加工工艺.
环轧工艺在滚动轴承的套圈、机车轮箍、法兰、齿圈等环形件制造中应用十分广泛.环轧工艺与锤、压力机、平锻机、闪光焊机的成形工艺联合使用能组成高效率、高质量的环形锻件生产线.
环轧的过程如图8-22所示.扩孔机有四种辊轮,环形毛坯套在从动辊上,旋转着的主动辊靠液压或气动加压使毛坯产生变形.导向辊始终靠在工件上,并随着工件直径的扩大而外移,其作用是使工件转动平稳,并对工件整形,当工件外径达到所需尺寸时,工件与控制辊接触,给出信号,主动辊回程,扩孔结束.根据生产实际经验,α导应大于65°,α控大于55°.
2.环轧工艺的特点
环轧工艺的特点是:
(1)改善工件的金属组织和性能,力学性能好.
(2)尺寸精度高,节省材料.
(3)生产率高,生产周期短,投资费用低.
(4)尺寸适应范围广,环形件尺寸直径可为25~6000mm,质量可为0.4~8000kg.
3.环形件的分类
环形件按环壁截面形状可分为矩形、锥形、十字形、沟槽形和法兰形等(见图8-23).不同的环形件在辗压时受力变形方向是不同的.一类是径向辗轧,即在扩孔时环壁径向受压缩,金属沿切线方向延伸,主要适用于矩形截面、沟槽形截面、十字形截面类环件,这种工艺设备简单,如图8-24所示;另一类是径向轴向辗轧,它在径向辗轧的基础上加上端面轧辊,使其产生轴向变形,主要适应于壁厚较大或截面较复杂的环件,见图8-25.
8.2.3.2 环轧压力的计算
1.径向辗压力的计算
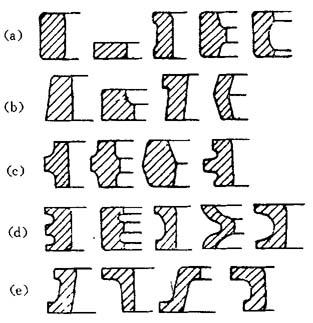
图8-23 环形锻件分类
(a)矩形;(b)锥形;(c)十字形;(d)沟槽形;(e)法兰形
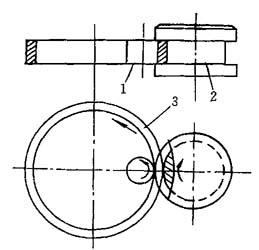
图8-24 径向辗压示意图
1—芯辊;2—主轧辊;3—锻件
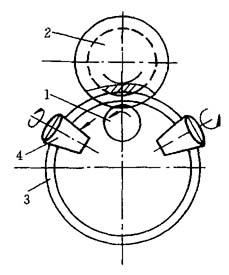
图8-25 径向-轴向辗轧示意图
1—芯辊;2—主轧辊;3—锻件;4—端面轧辊
径向辗压力的计算公式为:
P径=plH1 (8-14)
式中 P径——径向辗压力,N;
p——平均单位面积压力,MPa,p=nσσ,其中nσ为系数,nσ ,t为工件的壁厚,当l/t在0.05~1的范围内时,nσ值可从图8-26上查出;σ为扩孔温度时毛坯的屈服强度,MPa;
,t为工件的壁厚,当l/t在0.05~1的范围内时,nσ值可从图8-26上查出;σ为扩孔温度时毛坯的屈服强度,MPa;
l——接触弧长,mm,其值可按下式近似计算(式中各尺寸符号如图8-27所示):
其中△h为锻件每转一圈壁厚方向的压下量,对小型工件△h=0.5~0.7mm,对大型工件△h=2~5mm;R1为主动辊工作半径,mm;R2为从动辊半径,mm;R内、R外分别为环件的内、外圈半径,mm;
H1——环件轴向高度,mm.
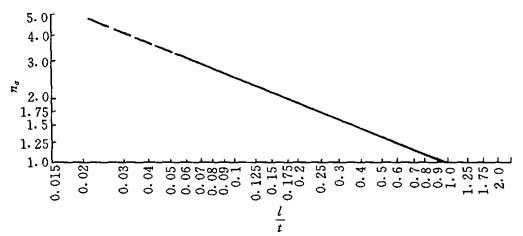
图8-26  图
图
2.轴向辗压力计算
轴向辗压力计算公式为:
P轴=pl’B(8-15)
式中 P轴——轴向辗压力,N;
p——平均单位压力,其计算与径向辗压力的平均单位压力计算相同,MPa;
l′——端面接触弧长投影长度,其值计算式可为:l′= ,R为端面辗压辊半径,mm,对于圆锥形辊,可按工作部分的平均半径计算,△h的含义与径向辗压力中的相同;
,R为端面辗压辊半径,mm,对于圆锥形辊,可按工作部分的平均半径计算,△h的含义与径向辗压力中的相同;
B——环的壁厚,mm.
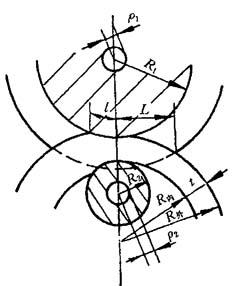
图8-27 碾压扩孔时尺寸符号示意图
8.2.3.3 环形锻件毛坯形状尺寸的确定
1.环形锻件图设计
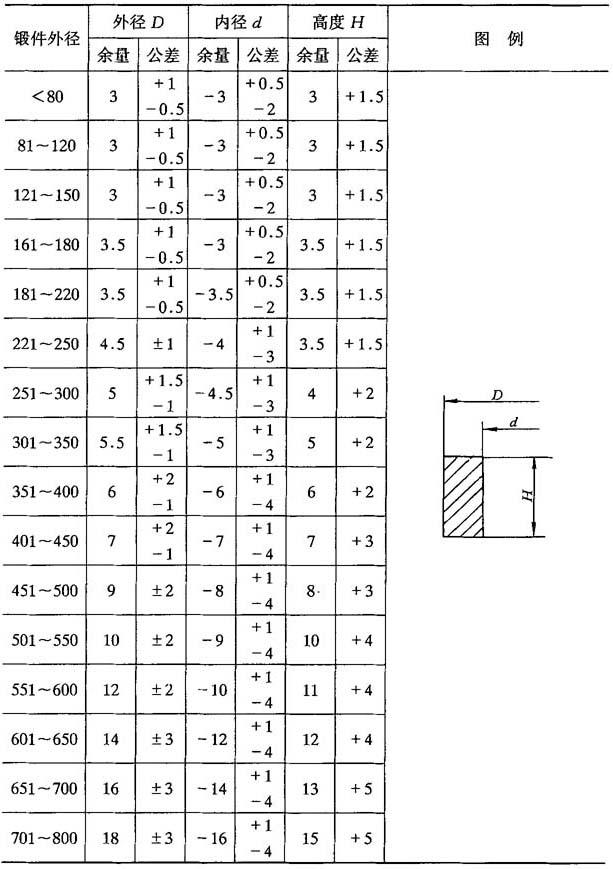
由于环轧工艺不能排除多余金属,金属轴向流动量较校因此要在锻件上留有储存多余金属的部位,并适当加大其余量与公差.环形锻件图可由产品零件图上的尺寸加上余量和公差得到.加工余量及公差的数值见表8-21.
表8-21 辗轧环件的加工余量及公差 mm
2.毛坯形状尺寸确定
①毛坯形状
常见的毛坯形状如图8-28所示其中
(a)为辗轧后形状,(b)为毛坯形状.
②毛坯的尺寸确定
A.径向辗环机上毛坯图的制订
可按下式计算出毛坯的高度、内径和外径:
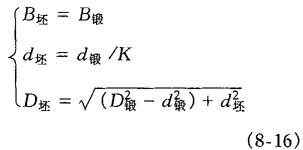
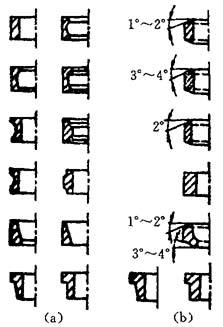
图8-28 具有相应截面形状的毛坯
式中 B坯、d坯、D坯——分别为毛坯的高度、内径和外径,mm;
B锻、d锻、D锻——分别为锻件的高度、内径和外径,mm;
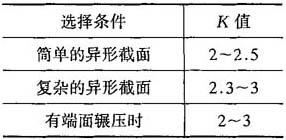
K——辗压比,其选择可见表8-22.
B.径向-轴向辗环机上毛坯图的制订
根据径向辗压时锻件端面的凹坑深度,确定最小的轴向压下高度,锻件外径D锻≤1000mm时,毛坯高度B坯为:
B坯=B锻+(5~20)mm
d坯=d锻/K
毛坯外径根据体积不变条件进行计算.计算时因未考虑毛坯的圆角、倒角,所以实际外径应稍大些.按这种方法算出的毛坯可能会出现曲折轮廓,应作必要的形状修正.
表8-22 辗压比选择
8.2.3.4 辗轧工具设计
1.主动辊 (辗压轮)
主动辊材料常用5CrMnMo、5CrNiMo或GCr15SiMn,硬度为HRCA5~50,常用结构见图8-29,其通用尺寸见表8-23.
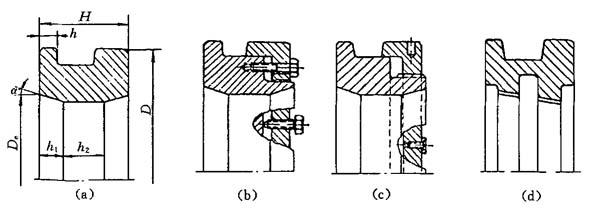
图8-29 辗压轮结构形式
(a)Φ160mm或Φ250mm辗压机用;(b)、(c)、(d)几种改进后的辗压轮
表8-23 常用辗压轮的结构通用尺寸
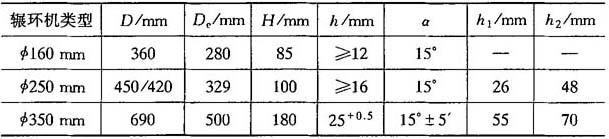
注:表中尺寸代号见图8-29(a).
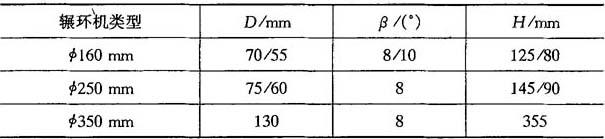
2.从动辊(芯辊)
从动辊材料常用3Cr2W8V、5CrMnMo或5CrNiMo,硬度为HRCA348,常用从动辊结构如图8-30所示,其主要结构尺寸见表8-24.
表8-24 从动辊主要结构尺寸
3.导向辊和控制辊
导向辊和控制辊采用材料可为GCr15或5CrMnMo等,硬度为HRC45~50,其结构如图8-31所示,主要尺寸由扩孔机的控制系统、最大锻件高度和外径决定.
4.辗压模工作部分的设计
辗压模工作部分按锻件的热尺寸设计.
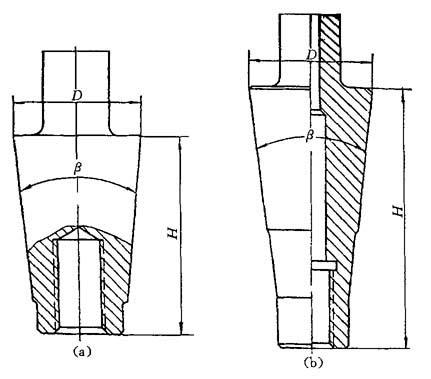
图8-30 常用芯辊形式
(a)Φ160mm或Φ250mm辗环机用;(b)Φ250mm或Φ350mm辗环机用
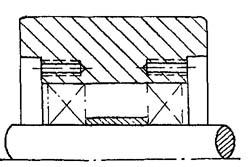
图8-31 通用导向辊及控制辊结构
- 道路以目是什么意思
- 道路传闻是什么意思
- 道路伪装是什么意思
- 道路使用税是什么意思
- 道路使用费是什么意思
- 道路侦察是什么意思
- 道路侧目是什么意思
- 道路便利权是什么意思
- 道路保障是什么意思
- 道路借借是什么意思
- 道路倾斜是什么意思
- 道路八面相通是什么意思
- 道路养护是什么意思
- 道路净高是什么意思
- 道路分枝交叉是什么意思
- 道路功率是什么意思
- 道路加价是什么意思
- 道路十分崎岖曲折是什么意思
- 道路危险货物运输安全简明手册是什么意思
- 道路反射镜是什么意思
- 道路各别,养家一般是什么意思
- 道路图是什么意思
- 道路失修是什么意思
- 道路委积是什么意思
- 道路安全防护栏是什么意思
- 道路工程是什么意思
- 道路工程团是什么意思
- 道路工程学是什么意思
- 道路工程手册是什么意思
- 道路工程施工便携手册是什么意思
- 道路工程预算定额与工程量清单计价应用手册是什么意思
- 道路工长手册是什么意思
- 道路平曲线是什么意思
- 道路平曲线半径是什么意思
- 道路广场用地是什么意思
- 道路建设是什么意思
- 道路弯弯曲曲,拐角处多是什么意思
- 道路弯曲是什么意思
- 道路弯曲环绕是什么意思
- 道路或里程是什么意思
- 道路扫雷是什么意思
- 道路抢修是什么意思
- 道路抢修队是什么意思
- 道路护栏是什么意思
- 道路指目是什么意思
- 道路排水设备是什么意思
- 道路改善是什么意思
- 道路改建是什么意思
- 道路改良是什么意思
- 道路施工是什么意思
- 道路旁边的水沟是什么意思
- 道路旅客运输“三优”是什么意思
- 道路旅客运输“三化”是什么意思
- 道路曲半径是什么意思
- 道路本无限,又应何处逢?是什么意思
- 道路机械是什么意思
- 道路权是什么意思
- 道路标志是什么意思
- 道路泥泞的地方,田里肥是什么意思
- 道路测量是什么意思