焊接残余应力
1.焊接残余应力的分布
一般厚度不大的焊接结构,残余应力是双向的,即纵向应力σx和横向应力σy。残余应力在焊件上的分布是不均匀的,分布状况与焊件的尺寸、结构和焊接工艺有关。长板上纵向应力σx的分布如图13-24所示,横向应力σy的分布如图13-25所示。
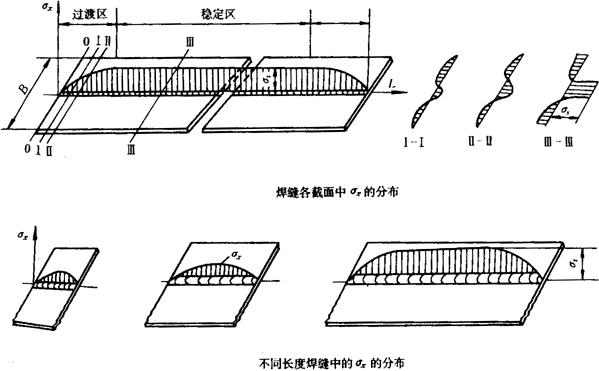
图13-24 焊缝中σx的分布
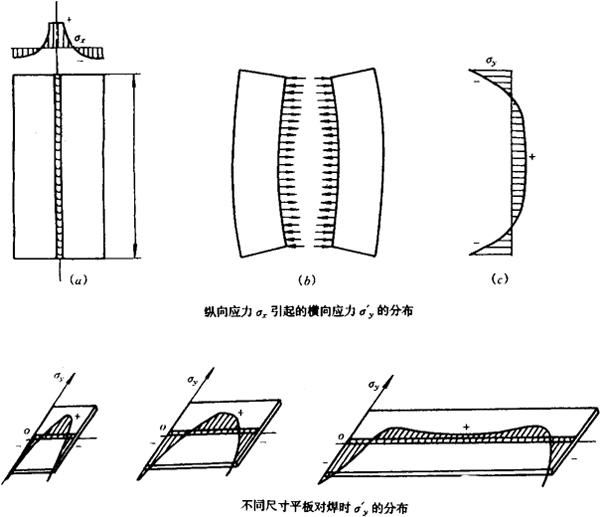
图13-25 焊缝中σy的分布
厚板焊接接头,除纵向应力σx和横向应力σy外,还存在较大的厚度方向上的应力σz。三个方向的内应力分布也是不均匀的,如图13-26所示。
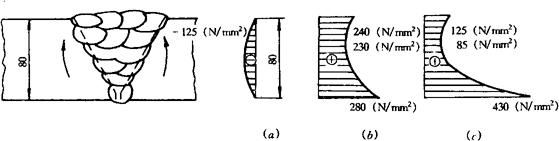
图13-26 厚板多层焊缝中的应力分布
(a)σx在厚度上的分布 (b)σx在厚度上的分布 (c)σy在厚度上的分布
2.残余应力的影响
(1)对静载强度的影响:当材料处于脆性状态,则拉伸应力与外载叠加可能使局部应力首先达到断裂强度,导致结构早期破坏。
(2)对结构刚度的影响:当外载产生的应力σ与结构中某局部的内应力之和达到屈服点时,就使这一区域丧失了进一步承受外载的能力,造成结构的有效截面积减小,结构刚度也随之降低,使结构的稳定性受到破坏。
(3)如果在应力集中处存在拉伸内应力,就会使构件的疲劳强度降低。
(4)构件中存在的残余应力,随机械加工释放,造成焊件变形,影响加工精度。某些有时效作用的材料,其内应力随时间延续而发生变化,使焊件尺寸失去稳定性。
(5)某些材料的腐蚀不仅与化学作用有关,还与拉应力有关,拉应力越大,应力腐蚀开裂的时间越短。
3.焊接残余应力的调节方法
(1)设计措施:
1)尽量减小焊缝的数量和尺寸。
2)避免焊缝过分集中,如图13-27所示。
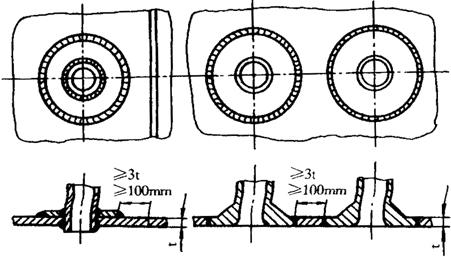
图13-27 容器接管焊缝
3)采用刚性较小的接头形式,如图13-28所示。
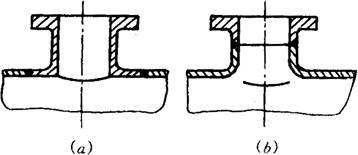
图13-28 焊接管联结
(a)插入式 (b)翻边式
(2)工艺措施:
1)合理选择焊接顺序和方向,一般应先焊收缩量较大和工作时受力较大的焊缝。
2)采用反变形法降低局部的刚度。
3)对焊件的适当局部加热,可减少内应力。
4)锤击焊缝:焊完一道焊缝后,立即用圆头小锤锤击焊缝区,可降低内应力。
4.消除焊接残余应力的方法
(1)整体高温回火:处理温度按材料种类选择,见表13-6。以1~2min/mm按焊缝厚度计算,保温时间一般不低于30min,不高于3h。
表13-6 各种材料的回火温度

注:①含钒低合金钢在600~620℃回火后,塑性、韧性下降,回火温度宜选550~560℃。
(2)局部高温回火:一般用于简单结构。对于拘束度小的焊接接头,消除应力的效果不如整体回火好。
(3)机械拉伸法。对焊接构件进行加载,使焊接压缩塑性变形区得到拉伸可减少焊接引起的局部压缩塑性变形量,使内应力降低。
(4)温度拉伸法:利用局部加热的温差,产生拉伸抵消焊接引起的局部压缩塑性变形,达到减小内应力的目的。
(5)振动法:它是利用振动产生的变载应力来消除应力的。如何控制振动,使之既能降低应力,又不致使结构发生疲劳破坏,尚需进一步研究。
- 海洋产业布局是什么意思
- 海洋仪器是什么意思
- 海洋仿生学是什么意思
- 海洋低等植物是什么意思
- 海洋信息系统是什么意思
- 海洋倾倒主管部门是什么意思
- 海洋倾倒区是什么意思
- 海洋倾倒区监测是什么意思
- 海洋倾倒区选划方法是什么意思
- 海洋倾倒声学追踪试验是什么意思
- 海洋倾倒技术是什么意思
- 海洋倾倒方法是什么意思
- 海洋倾倒申请书是什么意思
- 海洋倾倒监视是什么意思
- 海洋倾倒覆盖技术是什么意思
- 海洋倾倒许可证制度是什么意思
- 海洋倾废区是什么意思
- 海洋倾废同位素示踪砂试验是什么意思
- 海洋元素地球化学是什么意思
- 海洋光化学是什么意思
- 海洋光合细菌是什么意思
- 海洋光吸收是什么意思
- 海洋光学是什么意思
- 海洋光学仪器是什么意思
- 海洋光学性质是什么意思
- 海洋光散射(散sǎn)是什么意思
- 海洋公园是什么意思
- 海洋公园是什么意思
- 海洋公土是什么意思
- 海洋养殖业是什么意思
- 海洋内部热传输是什么意思
- 海洋军事利用是什么意思
- 海洋军事地理是什么意思
- 海洋农场是什么意思
- 海洋农牧业是什么意思
- 海洋农牧业是什么意思
- 海洋农牧业是什么意思
- 海洋农牧化是什么意思
- 海洋农牧化是什么意思
- 海洋农药是什么意思
- 海洋农药污染是什么意思
- 海洋几丁质分解细菌是什么意思
- 海洋初级生产力的测定是什么意思
- 海洋前列腺素是什么意思
- 海洋功能区划是什么意思
- 海洋功能区划是什么意思
- 海洋动力资源是什么意思
- 海洋动力资源是什么意思
- 海洋动物资源是什么意思
- 海洋勘探与研究长期扩大方案是什么意思
- 海洋化学是什么意思
- 海洋化学是什么意思
- 海洋化学是什么意思
- 海洋化学手册是什么意思
- 海洋化学资源是什么意思
- 海洋卫星是什么意思
- 海洋卫星是什么意思
- 海洋原生放射性核素是什么意思
- 海洋原甲藻是什么意思
- 海洋反射地震调查是什么意思