焊接方法与焊接材料
1.焊接方法
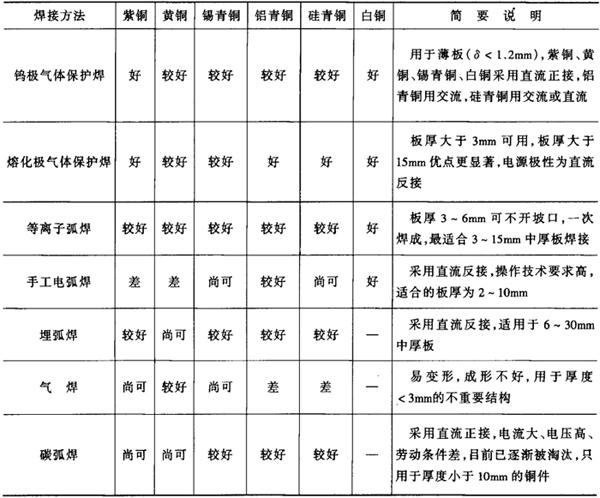
焊接时应选用功率大、高能量的焊接方法。对于板厚δ=1~4mm的板材,最好采用钨极氩弧焊,这种方法能量密度大、温度高、惰性气体对熔池保护效果好,并且有冷却作用,变形小,价格相对适中,焊接质量好。对δ>15mm的板材采用熔化极氩弧焊,电流大、熔深大、晶粒细、焊缝含氧量低。焊接δ<8mm的紫铜可以不进行预热。对δ=6~30mm的中厚板可采用埋弧自动焊,其电弧功率大、穿透能力强、焊接质量高、成本低,焊接时可以降低预热温度,劳动条件较好。等离子弧热量集中,可焊6~8mm铜板,用微束等离子弧能够焊接0.1~0.5mm厚的铜箔和直径为0.04mm的铜丝网。气焊变形大,接头塑性差。手工电弧焊、碳弧焊焊接质量不稳定,常出现夹渣、气孔等缺陷,一般较少采用。表2-8-9提供了铜及铜合金熔焊焊接方法。
表2-8-9 铜及铜合金熔焊方法
2.焊接材料的选择
铜及铜合金的焊接材料包括焊丝、熔剂及焊条等。
(1)焊丝 选用铜及铜合金焊丝时,除了满足对焊丝的一般工艺、冶金性能要求外,最重要的是控制其中杂质的含量和提高其脱氧能力,防止焊缝出现热裂纹及气孔缺陷。表2-8-10为常用的铜及铜合金焊丝。焊接紫铜用焊丝主要加了硅、锰、磷等脱氧元素,对导电性要求高的紫铜焊件,不宜选用含磷的焊丝。在黄铜焊丝中加硅可以防止锌的蒸发、氧化,提高熔池金属的流动性、抗裂性及耐蚀性。加入铝可做合金剂同时可脱氧和细化焊缝组织,提高接头塑性、耐蚀性。
表2-8-10 常用的铜及铜合金焊丝[2]
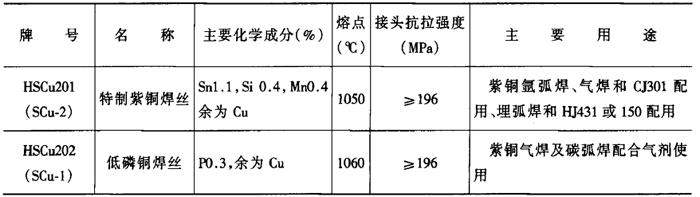
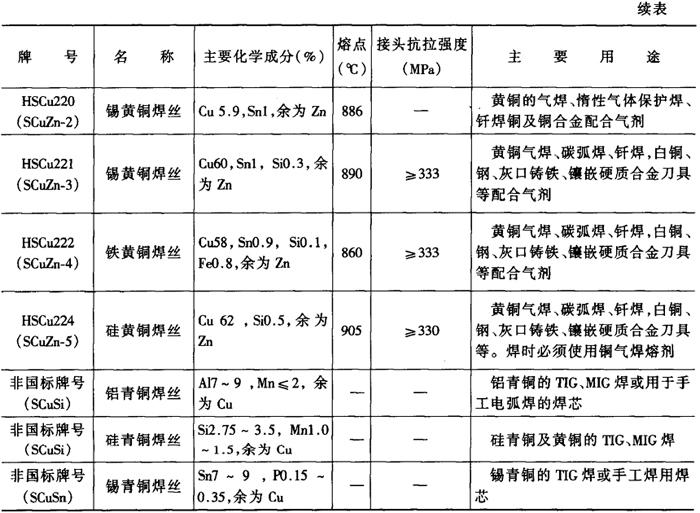
焊丝中加入铁可提高焊缝的强度、硬度和耐磨性,但塑性有所降低。锡加入焊丝中可提高熔池金属的流动性,改善焊丝的工艺性能。在焊丝中加入单个或复合元素钛、锆、硼其脱氧效果更有效,在气体保护焊中得到很好的应用。
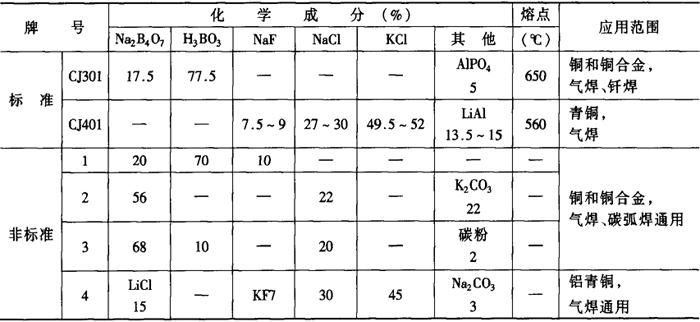
(2)熔剂 熔剂的作用是保护焊缝,防止熔池金属氧化和其他气体侵入,改善液体金属的流动性,保证焊缝成形良好。正确地选用熔剂对提高焊缝质量有很大的关系。气焊、碳弧焊、埋弧焊、电渣焊都使用熔剂,不同焊接方法所用的熔剂是不同的。
气焊、碳弧焊焊铜通用的熔剂主要有硼酸盐、卤化物或它们的混合物组成,见表2-8-11。
表2-8-11 铜和铜合金气焊及碳弧焊用熔剂[5,6]
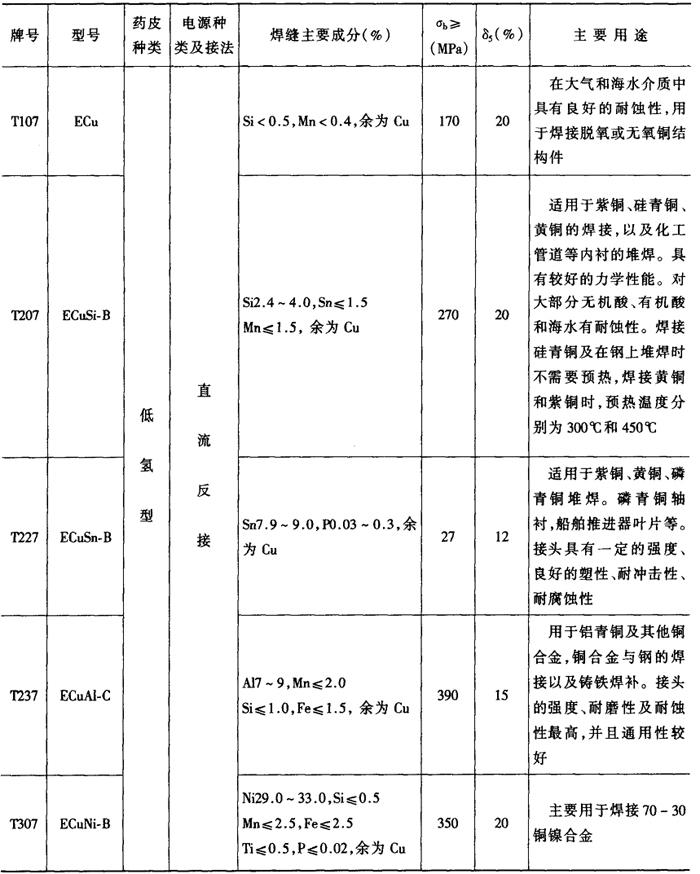
(3)焊条 手工电弧焊用的铜焊条分为紫铜焊条、青铜焊条两类,应用较多的是青铜焊条。黄铜中的锌容易蒸发,极少采用焊条手工电弧焊,必要时可采用青铜焊条。青铜焊条除了可以用于焊接各种青铜、黄铜外,还可以用于轴承等承受金属间摩擦、磨损和耐海水腐蚀零件的堆焊,以及容易产生裂纹的铸铁件的焊补等。表2-8-12是铜及铜合金焊条及主要用途。
表2-8-12 铜及铜合金焊条及主要用途[6,7]
- 铮紫是什么意思
- 铮耳子是什么意思
- 铮鍧铮鐄是什么意思
- 铮鏦是什么意思
- 铮铮是什么意思
- 铮铮不屈是什么意思
- 铮铮佼佼是什么意思
- 铮铮北地爽利音:音乐特色是什么意思
- 铮铮响是什么意思
- 铮铮有名是什么意思
- 铮铮有声是什么意思
- 铮铮然是什么意思
- 铮铮铁汉是什么意思
- 铮铮铁骨是什么意思
- 铮铮铁骨;耿耿寸心是什么意思
- 铮齐是什么意思
- 铮𨥎是什么意思
- 铯是什么意思
- 铯原子频率标准是什么意思
- 铰是什么意思
- 铰刀是什么意思
- 铰刀剪是什么意思
- 铰刀囝是什么意思
- 铰刀尾是什么意思
- 铰刀虫是什么意思
- 铰剪做是什么意思
- 铰剪囝是什么意思
- 铰剪霎是什么意思
- 铰头是什么意思
- 铰头发是什么意思
- 铰头毛是什么意思
- 铰头鬃是什么意思
- 铰子是什么意思
- 铰孔是什么意思
- 铰孔夹具是什么意思
- 铰布是什么意思
- 铰床是什么意思
- 铰手指盖是什么意思
- 铰手指盖子是什么意思
- 铰手甲是什么意思
- 铰手盖儿是什么意思
- 铰指是什么意思
- 铰指仔是什么意思
- 铰指拉盖子是什么意思
- 铰指甲盖儿是什么意思
- 铰指盖子是什么意思
- 铰掌甲是什么意思
- 铰接是什么意思
- 铰接体系浮桥是什么意思
- 铰接式公共汽车是什么意思
- 铰接式坦克是什么意思
- 铰接式客车是什么意思
- 铰接式工程机械是什么意思
- 铰接式拖拉机是什么意思
- 铰接式旋翼是什么意思
- 铰接式无轨电车是什么意思
- 铰接式车辆是什么意思
- 铰接点是什么意思
- 铰毛是什么意思
- 铰煞是什么意思