焊接工艺及参数
1.连续驱动摩擦焊
其过程示意图如图7-32所示。焊接参数有转速n、加热压力p1、顶锻压力p2、加热时间t1、刹车时间t2、顶锻滞后时间t3、顶锻时间t4。但是多数参数是随设备固定的,可调的主要参数有:转速、压力和加热时间。
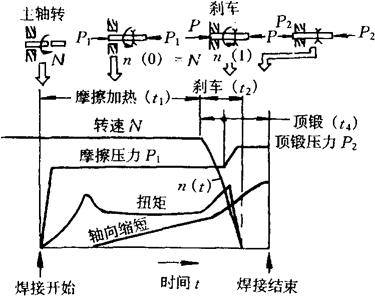
图7-32 连续驱动式摩擦焊过程示意图
(1)转速:在焊接过程中,如转速过低将产生过大的扭矩,使工件不易被夹持住。而高转速,对轴向推力和加热时间的精度控制要求较高。一般钢的旋转线速度取1.3~1.8m/s。
(2)压力:它包括加热压力和顶锻压力。加热压力决定了焊接区的温度梯度,还影响驱动功率和轴向缩短量。顶锻压力对接头形成影响很大。对钢而言形成致密焊缝的压力范围很宽,加热压力在20~100MPa,顶锻压力在40~280MPa。
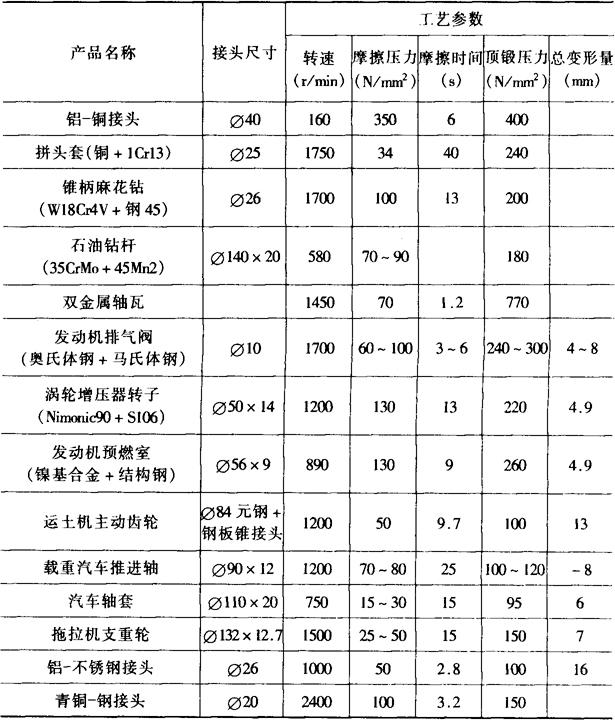
(3)加热时间:加热时间过短,不能形成完整的塑性变形层,温度分布也不能满足焊接要求。加热时间过长,将导致金属过热,缩短量增加,降低生产效率。连续驱动摩擦焊加热时间一般在1~40s范围内,具体参数由实验确定,表7-62为几种摩擦焊工艺参数。
表7-62 连续驱动摩擦焊工艺参数实例
2.惯性摩擦焊
其过程和原理如图7-33所示。可调节的规范参数有:飞轮惯性矩、轴向压力、飞轮初速度。
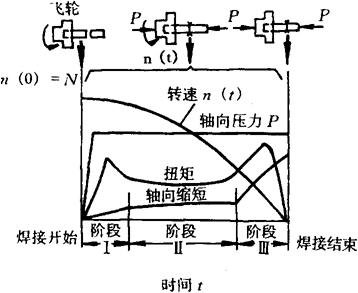
图7-33 惯性摩擦焊过程示意图
(1)飞轮惯性矩:它决定工件端面的加热程度。惯性矩的大小,取决于飞轮的质量和惯量半径。
(2)轴向压力:是指两工件端面摩擦时的压力,对温度及温度分布影响较大。一般根据材料和棒材的直径选取。
(3)飞轮初速度:对于每一种金属都存在一个能使接头具有最佳性能的外圆周速度范围。在焊接实心钢棒时,初速度范围为2.5~7.6m/s。
目前,摩擦焊接规范还不能用计算方法来确定,其规范可以在较大范围内变动,生产中所采用的规范,都是用实验方法确定的。
3.接头设计
摩擦焊典型接头设计如图7-34所示,绝大多数的组件中至少要有一件是圆形的。
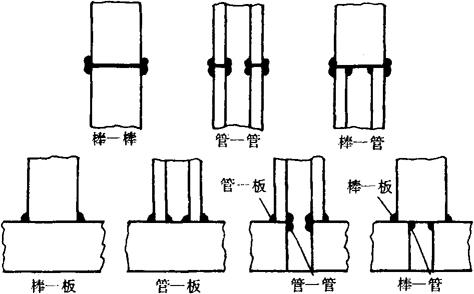
图7-34 摩擦焊典型接头设计
- 荣嬿是什么意思
- 荣孙是什么意思
- 荣孝坤是什么意思
- 荣孟源是什么意思
- 荣宁是什么意思
- 荣安县是什么意思
- 荣安固伦公主是什么意思
- 荣宗是什么意思
- 荣宗敬是什么意思
- 荣宗敬、荣德生是什么意思
- 荣宗显祖是什么意思
- 荣宗耀祖是什么意思
- 荣宗辉威是什么意思
- 荣定王墓是什么意思
- 荣宝堂诗钞是什么意思
- 荣宝斋是什么意思
- 荣宝旅行社有限公司是什么意思
- 荣宠是什么意思
- 荣宠与禄位是什么意思
- 荣宠备至是什么意思
- 荣宠旁边辱等待,不必扬扬。是什么意思
- 荣宠无心易,艰危抗节难是什么意思
- 荣宠无心易,艰危抗节难。是什么意思
- 荣宦是什么意思
- 荣宫是什么意思
- 荣家企业是什么意思
- 荣家企业史料是什么意思
- 荣家湾镇是什么意思
- 荣寄是什么意思
- 荣富是什么意思
- 荣寿是什么意思
- 荣寿堂是什么意思
- 荣尔仁是什么意思
- 荣峻是什么意思
- 荣崇是什么意思
- 荣州是什么意思
- 荣州梧桐是什么意思
- 荣左养右是什么意思
- 荣干是什么意思
- 荣年是什么意思
- 荣幸是什么意思
- 荣幸之至是什么意思
- 荣幸地会见是什么意思
- 荣幸地观赏是什么意思
- 荣广是什么意思
- 荣庄王墓是什么意思
- 荣庄遗址是什么意思
- 荣庆是什么意思
- 荣庆社是什么意思
- 荣庆祥是什么意思
- 荣庇是什么意思
- 荣府是什么意思
- 荣庵是什么意思
- 荣弱是什么意思
- 荣弱卫强是什么意思
- 荣归是什么意思
- 荣归堂是什么意思
- 荣归故里是什么意思
- 荣德是什么意思
- 荣德帝姬是什么意思