摆动辗压
8.2.2.1 摆动辗压原理及特点
摆动辗压是利用一个绕中心迅速滚动的圆锥形上模对毛坯端面局部加压,使之逐步成形的一种加工方法.它适合加工各种盘类、环类、法兰类以及带法兰的长轴类等回转体锻件,如汽车后半轴、碟形弹簧、齿轮、牙嵌离合器、止锥轴承圈等.
1.摆动辗压工作原理
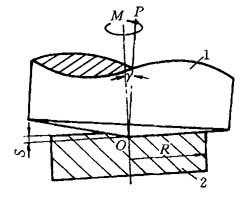
图8-21 摆动辗压原理
1—摆头;2—工件
摆动辗压工作原理见图8-21.上模是与工件上表面型线相一致的圆锥体,安装在摆头上.摆头的轴线OP与机床主轴线OM成一定的倾斜角γ即摆角,一般0<γ≤6°,常用2°~3°.OP绕OM回转,于是上模产生摆动,在工件上不断滚动,局部、顺次地对工件施加压力.同时摆头向下(或下模带着工件向上)不断进给,使工件在接触面积内产生变形,并呈螺旋面逐渐扩展,最终成形.
2.摆动辗压工艺特点
由于摆动辗压是局部接触、局部变形、顺序施压,所以接触面积和单位压力都比较校因此具有下列特点:
(1)辗压力校加工相同的零件,其辗压力仅为普通锻造方法的1/20~1/5,因而小功率的摆动辗压机可加工较大的锻件.但设备结构较复杂,机架刚度要求较高,要求有制坯工序及相应的配套设备.
(2)适合于加工局部很薄的锻件.最薄的法兰边可达0.5mm.
(3)摆动辗压件尺寸精度高.冷压件尺寸精度可达0.025mm,表面粗糙度Ra可达0.4~0.2μm.
(4)仅适于回转体零件.
8.2.2.2 摆动辗压的接触面积率与压下量
1.接触面积率
摆动辗压的接触表面是指在任一摆辗瞬间上模与锻件接触的那部分曲面,可用其投影面积代替.接触面积率λ是接触面积F与锻件在水平面上的投影面积Fz的比值.由于接触面积在辗压过程中不断变化,因而λ也是一个不断变化的值.λ的计算方法有如下两种:
(1)波兰的马尔辛尼克公式:
式中 S——每转工件进给量,mm/r;
R——毛坯(或锻件)半径,mm;
γ——摆动辗角.
(2)日本的久保胜司公式:
λ=(0.48S)068
式中 S——每转工件进给量,mm/r.
2.压下量的确定
主轴旋转一周,上模摆动一次,相应地由下液压缸推动下模(即毛坯)向上进给,其进给量用S表示.由于上模无轴向运动,因此每转一周毛坯被辗下的下压量△H应等于S,即:

式中 △H——毛坯每转一周的压下量,mm/r;
S——工件进给量,mm/r;
v——工件送进速度,mm/min;
n——摆头转速,r/min.
8.2.2.3 摆动辗压力的计算
摆动辗压力的计算公式为:
P=Fp=λFzp=λπR2p
式中 F——接触面积,mm2;
Fz——辗压件投影面积,mm2;
p——单位压力,MPa,p=kσs;
k——变形抗力增大系数,冷辗自由镦粗时k=1.5~1.7,局部镦粗时k=1.6~1.9,模内成形时k=2~3;
σs——材料在辗压温度下的屈服强度,MPa;
R——毛坯(或锻件)半径,mm.
8.2.2.4 辗压模具设计
辗压模具型槽形状与尺寸可按锻件图进行设计,但应注意如下几点:
(1)锻件形状比较复杂的部分放在下模成形,否则由于在辗压中摆头与锻件有一定的相对转动而造成废品.
(2)上模圆锥工作面的顶点必须与摆动中心重合.
(3)凡与回转轴线垂直的面都必须设计成锥角为180°~2γ的圆锥面.
(4)上模沿圆锥母线方向的尺寸应等于热锻件图上的相应水平尺寸,垂直母线的尺寸应等于热锻件图上相应高度的尺寸.
- 悠悠皆是是什么意思
- 悠悠缌缌是什么意思
- 悠悠自得是什么意思
- 悠悠苍天,此何人哉。是什么意思
- 悠悠荡荡是什么意思
- 悠悠行远道,冉冉过良辰。是什么意思
- 悠悠走是什么意思
- 悠悠边月破,郁郁流年度。是什么意思
- 悠悠钟声忏悔难是什么意思
- 悠悠长夜是什么意思
- 悠悠长路情是什么意思
- 悠悠青旷里,荡荡白云前。是什么意思
- 悠悠风是什么意思
- 悠悠飏飏是什么意思
- 悠悠鱼泳知人乐,故故鸥飞照鬓华。是什么意思
- 悠悠鹊桥架南北是什么意思
- 悠悠(一作摇摇)天际旗。是什么意思
- 悠打是什么意思
- 悠打榔头是什么意思
- 悠扬是什么意思
- 悠扬婉转是什么意思
- 悠扬扑鼻宿酲散, 清峭彻骨烦襟开。是什么意思
- 悠扬柔和是什么意思
- 悠扬落日黄云动,苍莽阴风白草翻。是什么意思
- 悠扬顿挫是什么意思
- 悠搭是什么意思
- 悠搭悠搭是什么意思
- 悠摆是什么意思
- 悠斋是什么意思
- 悠旷是什么意思
- 悠昏是什么意思
- 悠晃是什么意思
- 悠暇是什么意思
- 悠柔是什么意思
- 悠气是什么意思
- 悠气儿是什么意思
- 悠永是什么意思
- 悠洋是什么意思
- 悠游是什么意思
- 悠游容与是什么意思
- 悠游自在是什么意思
- 悠游自得是什么意思
- 悠溶是什么意思
- 悠溶杳若去无穷,五色澄潭鸭头绿。是什么意思
- 悠漫是什么意思
- 悠漾是什么意思
- 悠烝是什么意思
- 悠然是什么意思
- 悠然一霎风吹醒。是什么意思
- 悠然世味浑如水,千里旧怀谁省。是什么意思
- 悠然京华意,怅望怀远程。是什么意思
- 悠然向往是什么意思
- 悠然处。是什么意思
- 悠然室是什么意思
- 悠然意,对九江山色,还醉陶家。是什么意思
- 悠然此中别,宾仆亦阑干。是什么意思
- 悠然神往是什么意思
- 悠然自在是什么意思
- 悠然自得是什么意思
- 悠然自得地一笑是什么意思