手工电弧堆焊工艺
1.根据堆焊件工作要求选择堆焊焊条
根据焊条类型确定焊机类型、极性及接法。若选用的焊条“D×××”.末位数字2(钛钙型)、6(低氢型)、3(钛铁矿型)时,推荐用直流反接进行堆焊。这样可以获得较高的熔敷速度和高质量的堆焊层,而且稀释率也较低。若选用的焊条末位数字为8(石墨型)的堆焊焊条,推荐用直流正接。这种焊条也可以用交流电施焊,但电弧稳定性较差。
2.焊前准备
清理堆焊表面,烘干焊条,烘焙温度和时间应按焊条使用说明书中规定程序进行。一般酸性焊条150℃烘0.5~1h。碱性焊条250~350℃烘1~2h。
3.工艺参数的选择及调节
焊接工艺参数及焊接条件的变化,对堆焊质量均有明显影响。如焊接电流、电压、焊速、运条方式、焊接顺序、弧长、搭边量,对稀释率都有影响。预热、缓冷可以改善裂纹倾向。焊接电流增大、弧长增加,使合金元素烧损增加。正确的焊接顺序,能够减少变形。向后焊(焊条向前倾,电弧向后吹),可以减少气孔,增加熔合。焊有开裂倾向的碳钢和低合金钢时,防止开裂和剥落的有效方法是预热和缓冷。预热温度高低,与堆焊材料的碳当量,与工件的材质、大小,与堆焊部位的刚度、堆焊的面积等有关。堆焊材料的预热温度与材料的碳当量关系如表9-34所示。材料碳当量的计算方法如下式:

当焊件与堆焊材料要求的预热温度不一致时,取高的预热温度。若预热有困难时,可采用过渡层,即用延伸性好的低碳钢或不锈钢焊条,先堆焊一过渡层,再在过渡层上堆焊所需的材料。
表9-34 堆焊材料碳当量与预热温度的关系

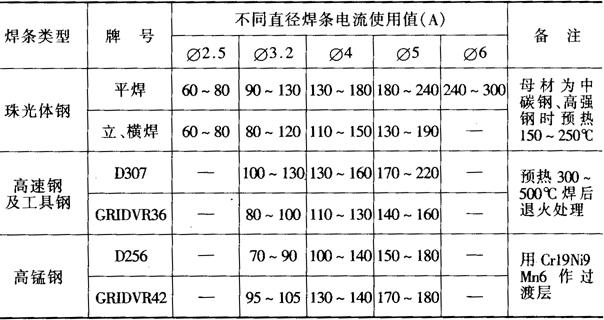
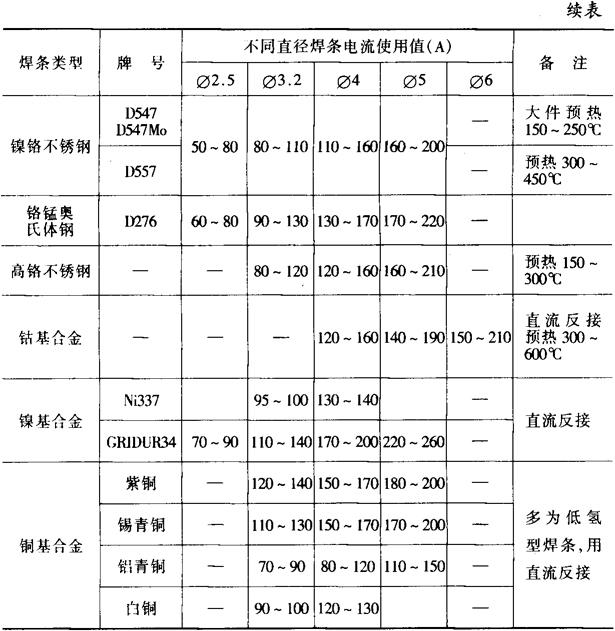
4.各种类型焊条、手弧堆焊规范(表9-35)
表9-35 不同类型焊条、手弧堆焊参考规范
- 宿西山精舍(1)是什么意思
- 宿迁市是什么意思
- 寄内(1)是什么意思
- 寄外舅郭大夫(1)是什么意思
- 寄小儿是什么意思
- 寄江南故人是什么意思
- 寄洪与权(1)是什么意思
- 寄生性鱼病标本收集是什么意思
- 寄生性鱼病的来源和传播方式是什么意思
- 寄生性鱼病的特点是什么意思
- 寄生杂草是什么意思
- 寄生虫学检验是什么意思
- 寄生虫性皮肤病是什么意思
- 寄生虫病的防治是什么意思
- 寄苏内翰(1)是什么意思
- 寄衣曲(三首)是什么意思
- 寄隐居士(1)是什么意思
- 寄题广信军四望亭(1)是什么意思
- 寄黄几复是什么意思
- 寄黄几复是什么意思
- 寄黄几复(1)是什么意思
- 密云县是什么意思
- 密封性检验是什么意思
- 密尔顿,J.是什么意思
- 密山市是什么意思
- 密度是什么意思
- 密度、相对密度和浓度的概念及其单位是什么意思
- 密度单位换算系数表是什么意思
- 密度和相对密度的测定是什么意思
- 密度的调整是什么意思
- 密环菌是什么意思
- 密苏里妥协案是什么意思
- 密茨凯维支是什么意思
- 密蒙花是什么意思
- 密蒙黄是什么意思
- 密螺旋体是什么意思
- 密达是什么意思
- 密达是什么意思
- 密陀僧是什么意思
- 寇准是什么意思
- 寇松线是什么意思
- 寇松,G.N.是什么意思
- 富乐旺(黄霉素预混剂)是什么意思
- 富兰克林,B.是什么意思
- 富勒是什么意思
- 富勒是什么意思
- 富县是什么意思
- 富宁县是什么意思
- 富尔敦演说是什么意思
- 富川瑶族自治县是什么意思
- 富平县是什么意思
- 富有生机的社会学传统是什么意思
- 富格尔家族是什么意思
- 富民县是什么意思
- 富河文化的发现与研究是什么意思
- 富硒酵母是什么意思
- 富蕴县是什么意思
- 富裕县是什么意思
- 富裕型消费结构是什么意思
- 富裕型消费结构是什么意思