压坯设计与压制压力的计算
(一)压坯形状设计
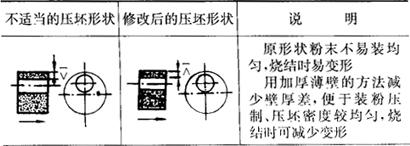
设计压坯形状时应考虑:在压制的许可条件下,尽可能使压坯的形状与零件相同,以减少后续机加工和粉末的浪费;但在有些情况下,零件的形状不能适应压制要求,这时应对原零件形状作适量的修改,以改善压模受力条件,提高压坯质量、简化压模结构。
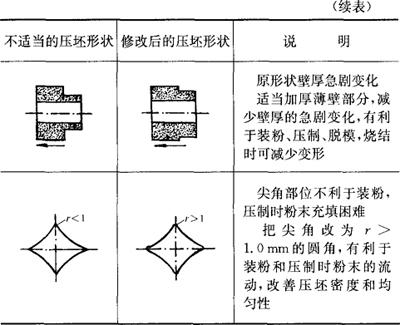
1.改善粉末充填模腔状况的压坯举例(表6.2-1)
表6.2-1 改善粉末充填模腔状况的压坯举例
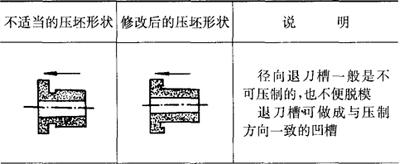
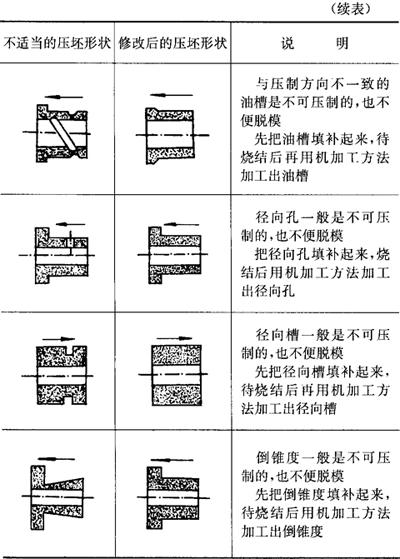
2.改变不可压制部位的压坯举例(表6.2-2)
表6.2-2 改变不可压制部位的压坯举例
(二)压坯精度及表面粗糙度设计
1.压坯尺寸精度
(1)径向尺寸精度
粉末冶金压制件的径向尺寸是比较容易达到高精度要求的。当精度要求低时,烧结后不必整形,以减少后续工序。
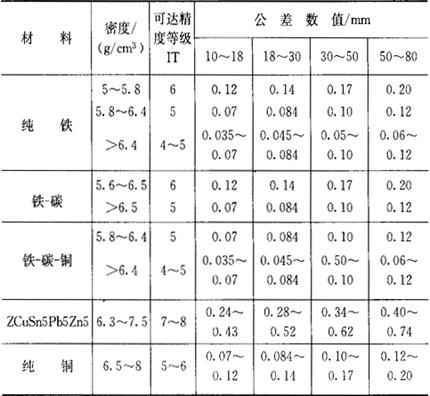
常见的铁、铜基零件,烧结后的径向尺寸精度及公差见表6.2-3。
表6.2-3 烧结后的径向尺寸精度
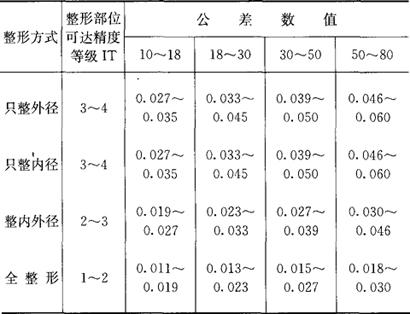
常见的铁、铜基零件,整形后的径向尺寸精度及公差见表6.2-4。
表6.2-4 整形后的径向尺寸精度 (mm)
对于复压复烧态零件,其径向尺寸精度为IT 4~5级。
(2)轴向尺寸精度
压坯的轴向尺寸精度比径向尺寸精度难控制。在自动压制时,压坯的轴向高度偏差为±0.10~0.15mm,经自动全整形(或复压)的较小压制件,其轴向尺寸偏差为±0.03~0.05mm。
(3)齿轮公法线尺寸精度
一般烧结态齿轮公法线偏差控制在齿轮精度IT 9级,经整形后可提高到IT 8级。
2.压坯位置精度
压坯的位置精度,常见的有同轴度、平行度和垂直度等。
自动压制时,轴套类压坯的同轴度偏差带可控制在0.02~0.03mm内,相当于IT 7~8级精度。
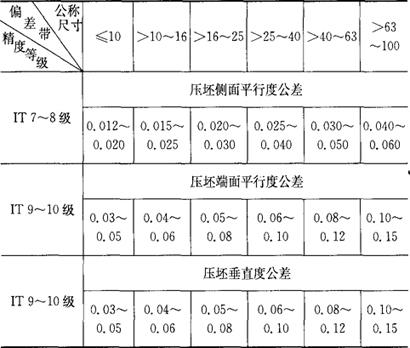
压坯的平行度和垂直度偏差见表6.2-5。
表6.2-5 压坯的精度等级及平行度、垂直度偏差 (mm)
3.压坯的表面粗糙度
压坯的表面粗糙度值通常为Ra1.6~0.4μm,而平行于压制方向的压坯侧面,经整形后粗糙度值可达Ra0.4~0.1μm。
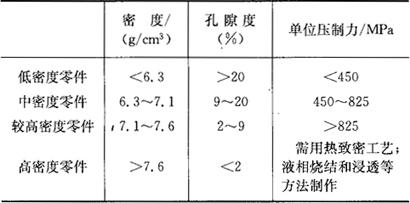
4.压坯密度设计(表6.2-6)
表6.2-6 铁基压坯密度
(三)压制压力的计算
压制压力F是选择压机的重要参数,其值按下式计算:
F=fS+F摩
式中 f——单位压力(MPa);
S——受压横截面积(mm2);
F摩——用来克服粉末与模壁间的摩擦所需的力。
其中单位压力f与压坯的密度有关。若忽略粉末与模壁间的摩擦力,对于大多数铁基和青铜基的压坯,可按公式计算:

式中  ——密度;
——密度;
f——单位压力;
a——常数;
b——常数。
也可将上式用对数形式表示:

几种常见粉末的单位压力与压坯密度的关系见表6.2-7。
表6.2-7 单位压力与压坯密度的关系
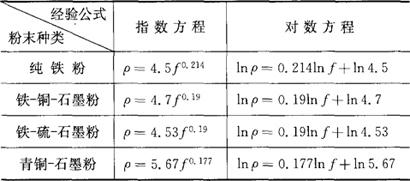
注:①铁-铜-石墨粉成分为2.5%铜,0.8%石墨,其余为铁,另加硬脂酸锌0.8%。
②铁-硫-石墨成分为0.4%硫,2.2%石墨,其余为铁,另加硬脂酸锌0.8%。
③青铜-石墨粉成分为0.75%石墨,其余为ZCuSn5Pb5Zn5,另加硬脂酸锌1%。
(四)脱模压力的计算
脱模压力F脱可按下式计算:
F脱=μ静·p侧剩·S侧
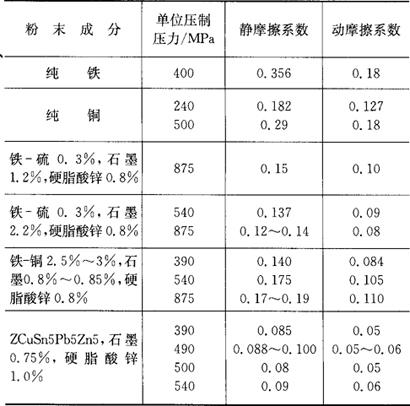
式中 μ静——粉末与模壁之间的静摩擦系数(表6.2-8);
表6.2-8 粉末与模壁之间的静摩擦系数
p侧剩——压制完卸压后,阴模弹性收缩时作用于压坯的压强,也称剩余侧压强(MPa);
S侧——压坯与阴模接触的侧面积(mm2),一般S侧=lh,对齿轮S侧=10M(8Z-7.75)h;
l——压坯横截面周长(mm);
h——压坯高度(mm);
M——齿轮模数(mm);
Z——齿数。
剩余侧压强p侧剩可按下式计算:

式中 E——压模材料的弹性模量(MPa);
△R侧——卸压后阴模外半径上剩余的变形量(mm);
m——阴模外径与内径之比;
R——阴模外半径(mm)。
若侧压强 ,则剩余侧压强还可用另一公式计算:
,则剩余侧压强还可用另一公式计算:

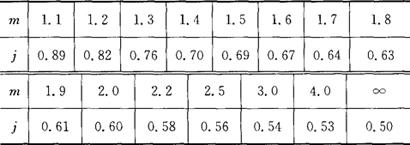
式中 j——剩余侧压强与侧压强之比,它取决于模具的刚度。见表6.2-9;
表6.2-9 m值与相应的j值
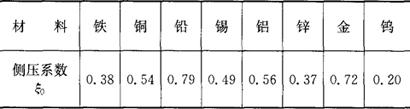
ξ——压坯侧压系数, ,压坯的泊松比,v是压坯宽度的函数,若以ξ0表示相应致密材料的侧压系数(表6.2-10),则
,压坯的泊松比,v是压坯宽度的函数,若以ξ0表示相应致密材料的侧压系数(表6.2-10),则 ;
;
表6.2-10 不同密度金属材料的ξ0值
 ——压坯的相对致密度;
——压坯的相对致密度;
f——压制时的单位压力(MPa)。
当 ,m=2~4时,可按下式计算:
,m=2~4时,可按下式计算:
铁基 p侧剩=0.18~0.20f
铜基 p侧剩=0.20~0.22f
(五)压力中心的计算
设计各种粉末冶金模具时,应当使压件的压力中心与阴模外形的中心、模冲承压垫的中心以及压机的压力中心重合。特别是对于大截面的制品尤为重要。其计算方法与冲压模的压力中心计算方法相同。
- 囟子是什么意思
- 囟开不合是什么意思
- 囟明是什么意思
- 囟明塌是什么意思
- 囟桃是什么意思
- 囟梁子是什么意思
- 囟毛是什么意思
- 囟肿是什么意思
- 囟脑门儿是什么意思
- 囟西 本是同根生,相去何甚远?是什么意思
- 囟解是什么意思
- 囟部是什么意思
- 囟門是什么意思
- 囟门是什么意思
- 囟门下陷是什么意思
- 囟门不合是什么意思
- 囟门不闭是什么意思
- 囟门仔是什么意思
- 囟门凸起是什么意思
- 囟门凹儿是什么意思
- 囟门凼儿是什么意思
- 囟门凼子是什么意思
- 囟门反射是什么意思
- 囟门口子是什么意思
- 囟门头是什么意思
- 囟门子是什么意思
- 囟门宽大是什么意思
- 囟门早闭是什么意思
- 囟门晚闭是什么意思
- 囟门窝是什么意思
- 囟门迟闭是什么意思
- 囟门门是什么意思
- 囟门闭合是什么意思
- 囟门顶是什么意思
- 囟门顶子是什么意思
- 囟门高突是什么意思
- 囟陷是什么意思
- 囟陷、囟填是什么意思
- 囟頂是什么意思
- 囟顶是什么意思
- 囟风伤寒是什么意思
- 囟骨是什么意思
- 囟骨伤是什么意思
- 囟髻是什么意思
- 因是什么意思
- 因“盗”被“殴”是什么意思
- 因一人有罪而牵连他人;连累是什么意思
- 因一句话被赏识就能得到征召而做官是什么意思
- 因三相是什么意思
- 因上是什么意思
- 因上辈有功而任用是什么意思
- 因不公平的事而愤怒或不满是什么意思
- 因不公平而引起的愤怒是什么意思
- 因不及时行动而失误是什么意思
- 因不如意而心情沮丧,好像丢了什么东西似的是什么意思
- 因不如意而感到不痛快是什么意思
- 因不小心使枪枝发火射击是什么意思
- 因不平或不满而郁郁不乐是什么意思
- 因不得志或经过艰苦经历而写出好文章是什么意思
- 因不得法而多费功夫是什么意思