冲压件
2.1.4.1 冲裁件的结构要素
冲裁件的结构要素见表2-70.
表2-70 冲裁件的结构要素(摘自JB4378—87)
图2-11 冲裁件的圆角半径
图2-12 凸出和凹入尺寸
图2-13 孔边距和孔间距尺寸
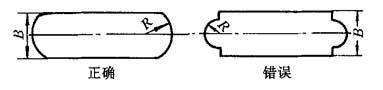
图2-14 端头圆弧尺寸
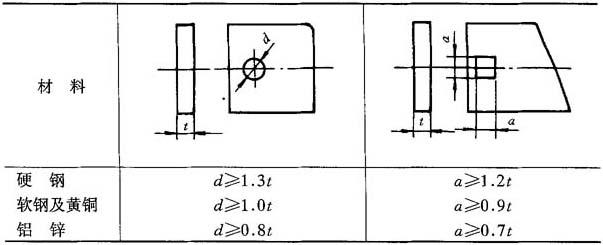
表2-71 冲孔的尺寸
2.1.4.2 平冲压件的公差
经平面冲裁工序加工而成平面形的冲压件称平冲压件,其长度、直径、圆弧尺寸及冲裁角度分为A、B、C、D四个精度等级.平冲压件的公差适用于平冲压件冲压工序,也应用于成形冲压件的平面冲裁工序的平面尺寸.平冲压件长度、直径的极限偏差见表2-72.冲裁圆弧半径R的极限偏差见表2-73.
表2-72 平冲压件长度、直径的极限偏差(摘自JB4379—87) mm
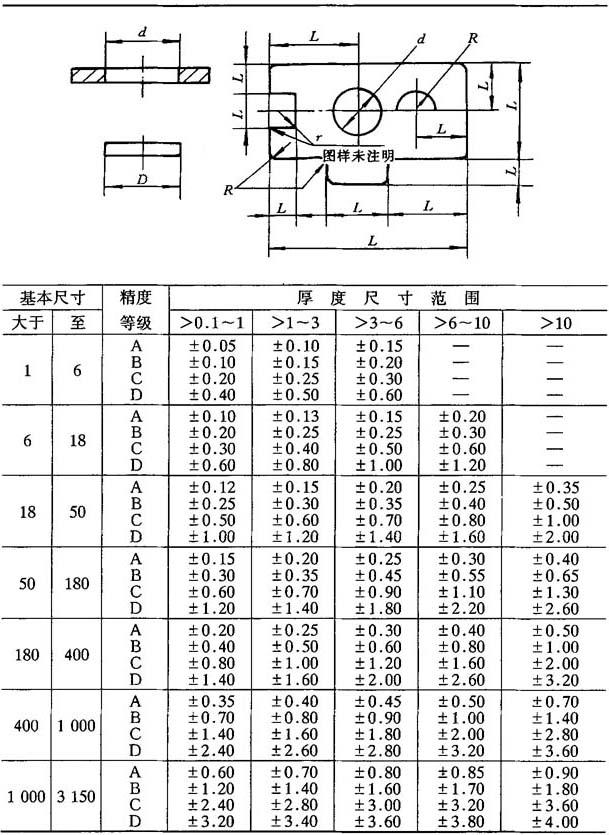
表2-73 冲载圆弧半径R的极限偏差 mm

2.1.4.3 冲压件的合理结构
冲压件的合理结构见表2-74.
2.1.4.4 拉深件
利用模具使平板坯料变成开口中空零件的冲压方法称为拉深.用拉深方法可以制成筒形、阶梯形、锥形、方盒形等多种形状的薄壁零件,如汽车盖板、仪表壳体、生活用器皿等.在实际生产中,拉深与其他工艺结合可以制出十分复杂的零件.
1.拉深系数和拉深次数的确定
通常将零件直径d与坯料直径D之比称为拉深系数,用m=d/D表示.m越校则变形程度越大,在实际生产中,希望在保证不出现拉伸缺陷的前提下,采用较小的拉深系数,以减少拉深次数,简化工艺.表2-75所示为低碳钢的极限拉深系数(即最小拉深系数).
表2-74 冲压件的合理结构
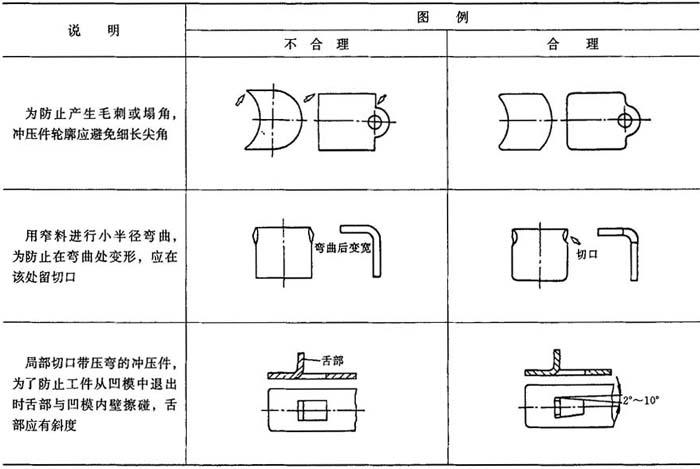
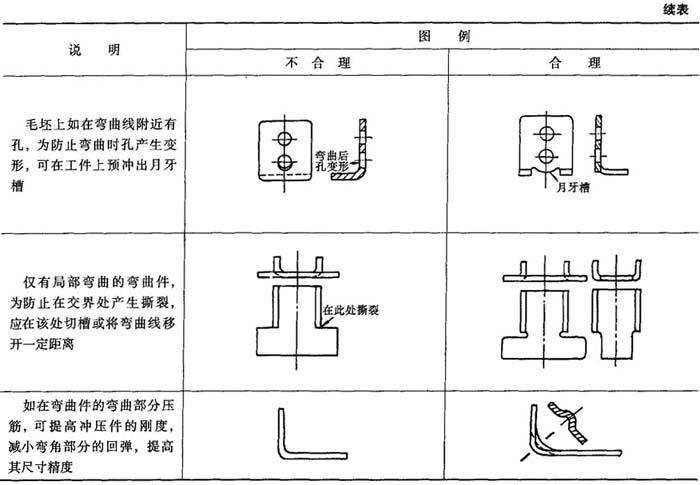
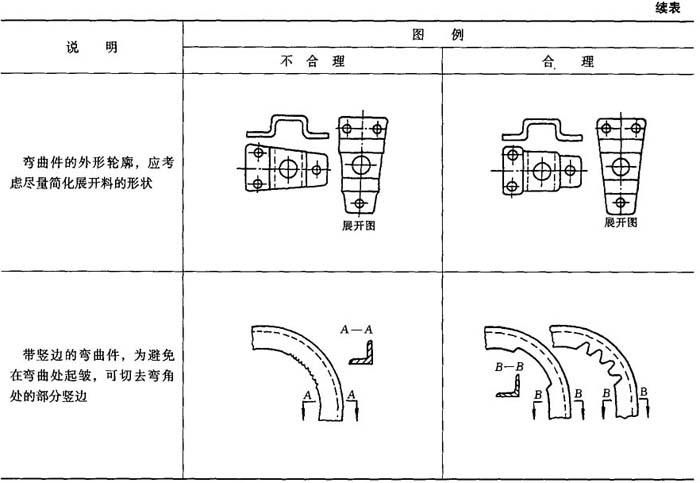
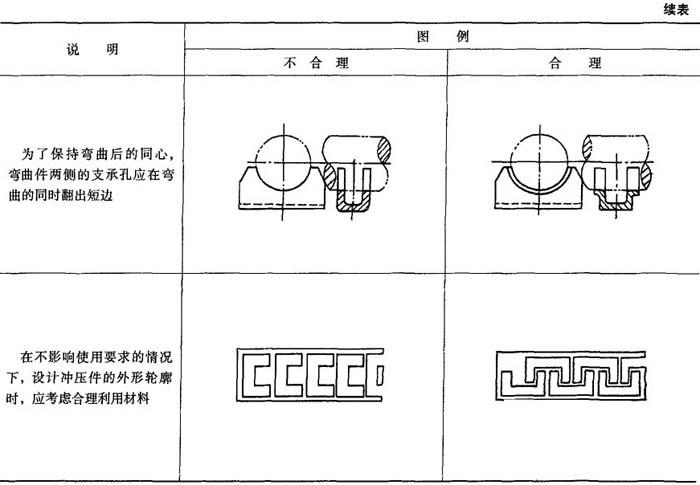
表2-75 极限拉深系数值
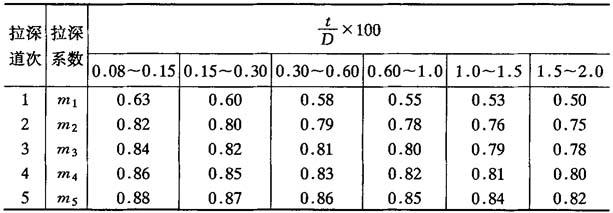
对于m小于极限拉深系数的深腔拉深件(如弹壳、笔帽等),则难以一次拉成,因而常采用多道工序拉深成形.各道工序的拉深系数为:

总拉深系数为:
M=m1m2…mn=dn/D
必须指出,连续拉深道次不能太多,如低碳钢或铅,连续拉深道次不能多于4~5道次,且拉深系数应一次比一次大,必要时应安排中间退火.
2.坯料尺寸的确定
①修边余量
在计算坯料尺寸时,应先计算出修边余量δ(图2-15),再将工件形状展开,计算坯料尺寸.修边余量δ值可查表2-76.
表2-76 无凸缘圆筒形拉深件的修边余量δ mm
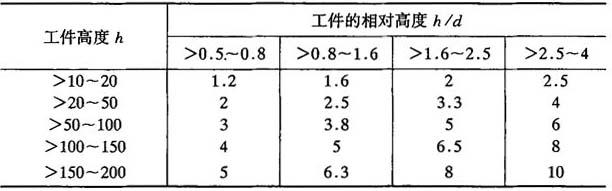

图2-15 修边余量δ
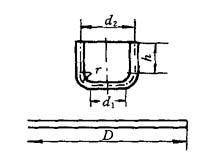
图2-16 筒形拉深件与坯料
②坯料尺寸
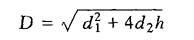
如图2-16所示,筒形件坯料直径D可按下式确定:

式中 A——拉深件表面积;
Ai——拉深件分解成简单几何形状的表面积.

若忽略圆角r,粗略计算时,可龋
- 杭一记是什么意思
- 杭不郎当是什么意思
- 杭世駿是什么意思
- 杭世骏是什么意思
- 杭世骏《咏木棉花》是什么意思
- 杭世骏《梅岭》是什么意思
- 杭世骏《梅岭》 - 清、近代山水诗赏析是什么意思
- 杭买里墓群是什么意思
- 杭仁是什么意思
- 杭佳是什么意思
- 杭佳氏是什么意思
- 杭俗怡情碎锦是什么意思
- 杭俗遗风是什么意思
- 杭元孝是什么意思
- 杭净是什么意思
- 杭剧是什么意思
- 杭勿住是什么意思
- 杭勿落是什么意思
- 杭和卓是什么意思
- 杭和卿是什么意思
- 杭品春是什么意思
- 杭嘉湖北排工程是什么意思
- 杭嘉湖南排工程是什么意思
- 杭嘉湖蚕花歌是什么意思
- 杭噶坦是什么意思
- 杭城四句歌是什么意思
- 杭埠河是什么意思
- 杭堇浦是什么意思
- 杭大是什么意思
- 杭大宗是什么意思
- 杭头遗址是什么意思
- 杭奕禄是什么意思
- 杭好杭歹是什么意思
- 杭子是什么意思
- 杭子和是什么意思
- 杭子梢是什么意思
- 杭安福是什么意思
- 杭实是什么意思
- 杭宪是什么意思
- 杭尽杭是是什么意思
- 杭川新风雅集是什么意思
- 杭州是什么意思
- 杭州三元太极拳社是什么意思
- 杭州三江国家旅游开发区是什么意思
- 杭州下城武术协会是什么意思
- 杭州东坡鱼是什么意思
- 杭州丝绸是什么意思
- 杭州丝绸市场是什么意思
- 杭州丝绸联合厂是什么意思
- 杭州中北大酒店是什么意思
- 杭州中国丝绸城是什么意思
- 杭州中国针织城是什么意思
- 杭州之战是什么意思
- 杭州之江汽车租赁有限公司是什么意思
- 杭州之江酒家是什么意思
- 杭州乐园是什么意思
- 杭州书画社是什么意思
- 杭州信义坊步行街是什么意思
- 杭州八旗驻防营志略是什么意思
- 杭州六和塔是什么意思