二氧化碳气体保护电弧焊
(一)CO2气体保护电弧焊分类
CO2气体保护焊按操作方式分半自动和自动CO2气体保护焊;按焊丝直径分粗丝(焊丝直径为2.4~5.0mm)和细丝(焊丝直径<2mm)CO2气体保护焊。粗丝CO2气体保护焊采用大电流较高电弧电压,熔滴呈细颗粒过渡,用于中、厚板焊接。细丝CO2气体保护焊采用小电流,低电流电压,熔滴呈短路过渡,用于薄板焊接。焊丝可用实心焊丝或药芯焊丝。
(二)CO2气体保护电弧焊设备
CO2气保焊设备由弧焊电源、控制箱、送丝机构、焊炬及供气、供水系统所组成。
粗丝CO2气体保护焊要求变速送丝机构配合陡降外特性弧焊电源。细丝CO2气体保护焊要求等速送丝机构配合缓降外特性或平特性弧焊电源。弧焊电源均为直流,反接法施焊。
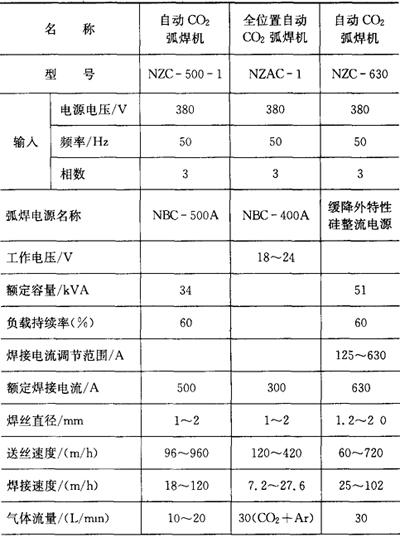
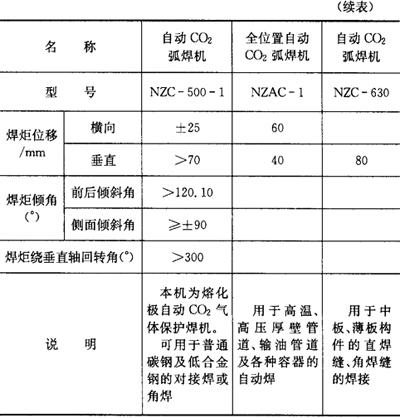
表3.3-18和表3.3-19分别为半自动CO2气体保护焊设备和自动CO2气体保护焊设备的技术参数。
表3.3-18 半自动CO2气体保护焊设备的技术参数
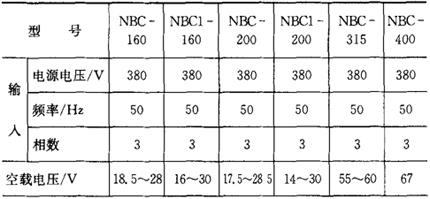
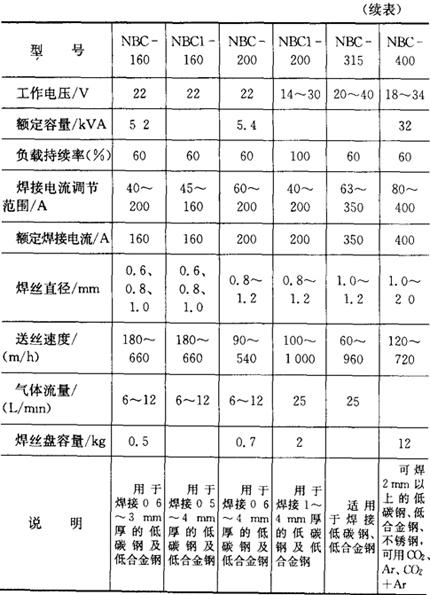
表3.3-19 自动CO2气体保护焊设备的技术参数
(三)CO2气体保护电弧焊焊接工艺
1.实心焊丝CO2气体保护焊焊接工艺参数
(1)焊接电流和电弧电压
图3.3-1为短路过渡(Ⅰ)和颗粒过渡(Ⅱ)时焊接电流与电弧电压的匹配关系,此时电弧稳定,飞溅最少。
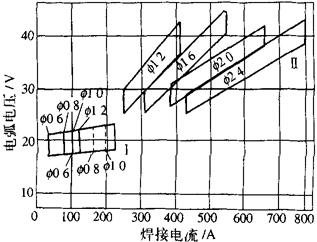
图3.3-1 短路过渡(Ⅰ)和颗粒过渡(Ⅱ)焊接电流与电弧电压的匹配
(2)焊接回路电感
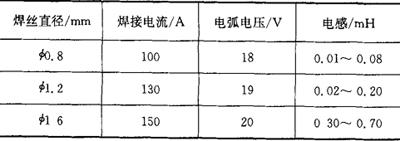
短路过渡要求焊接回路中有合适的电感,其电感参考值见表3.3-20。
表3.3-20 焊接回路电感参考值
(3)焊丝伸出长度
短路过渡焊丝伸出长度过长,易成段熔断。过短,飞溅金属易堵塞喷嘴,也不易观察焊接过程,一般伸出长度为10~20mm。
(4)气体流量
细丝(Φ≤1.6mm)短路过渡焊接的气体流量在5~15L/min;粗丝(Φ>1.6mm)在10~20L/min。颗粒过渡大电流时可达20~50L/min。
(5)典型CO2实心焊丝气体保护焊焊接工艺参数
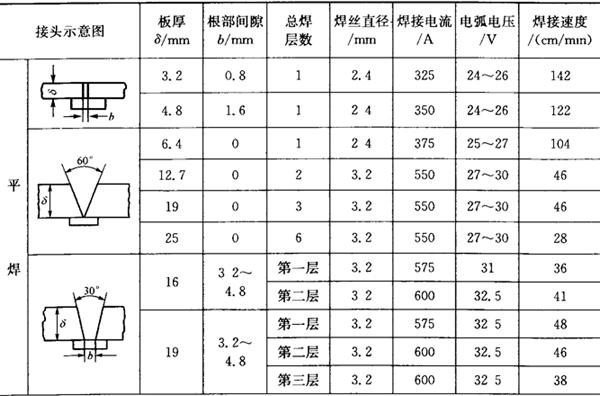
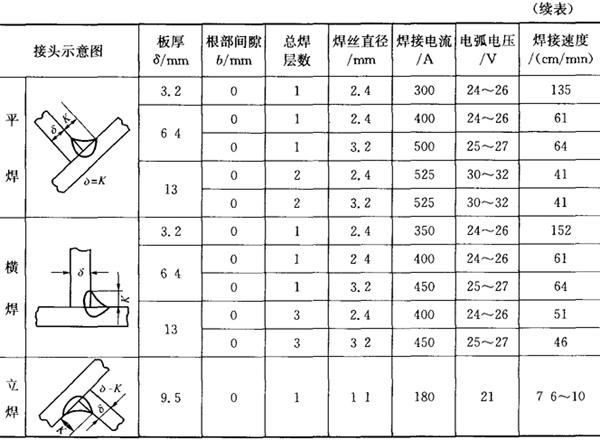
表3.3-21和表3.3-22分别列出细丝CO2半自动和自动焊焊接工艺参数。表3.3-23为粗丝CO2自动焊焊接工艺参数。
表3.3-21 细丝CO2半自动焊焊接工艺参数
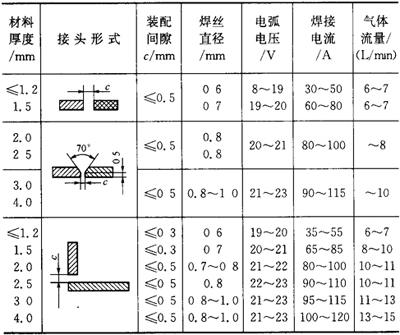
注:当进行立焊、横焊、仰焊时,电弧电压应取表中下限值。
表3.3-22 细丝CO2自动焊焊接工艺参数
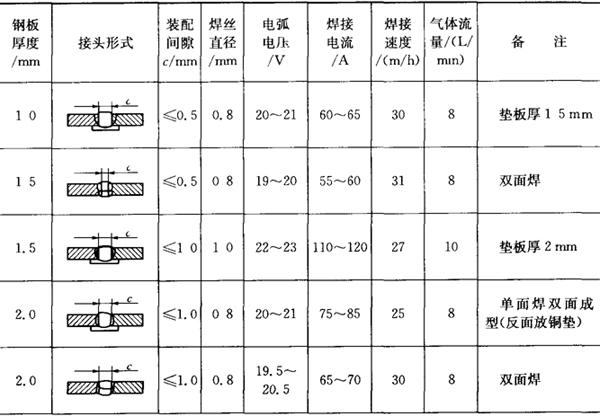
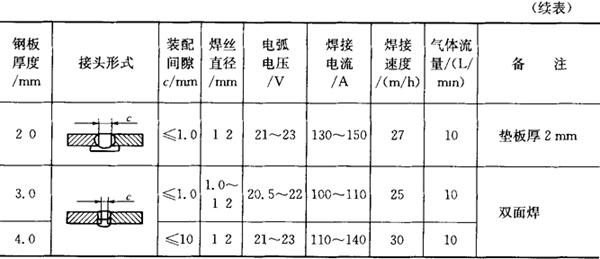
表3.3-23 粗丝CO2自动焊焊接工艺参数
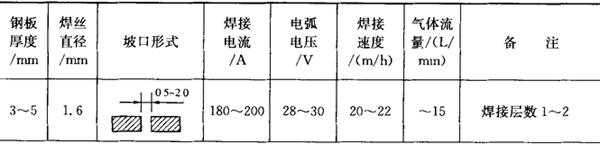
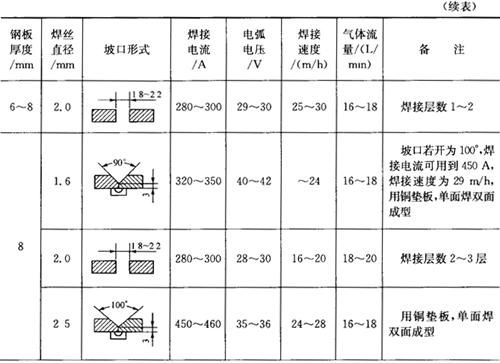
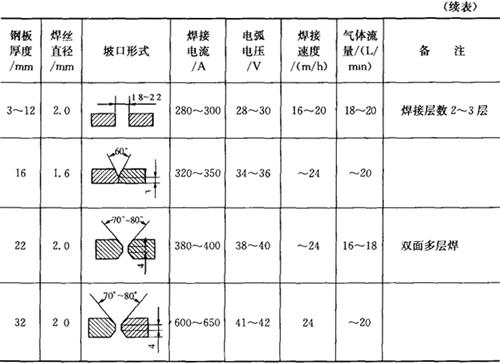
表3.3-24 药芯焊丝CO2气体保护焊焊接碳钢的焊接工艺参数
(保护气体流量为17L/min)
2.药芯焊丝CO2气体保护焊焊接工艺参数
药芯焊丝CO2气保焊是一种气-渣联合保护的焊接方法。保护气可采用纯CO2气,也可用CO2+Ar混合气体或自保护。药芯焊丝CO2气保焊的焊接设备与实心焊丝CO2气保焊设备通用。
表3.3-24为药芯焊丝CO2气保焊焊接碳钢的工艺参数。
- 《1956-1967年科学技术发展远景规划》是什么意思
- 《1957年夏季的形势》是什么意思
- 《1958年教育法》颁布并实施是什么意思
- 《1963年职业教育法》通过是什么意思
- 《1963-1972年科学技术发展规划纲要》是什么意思
- 《1966年国际船舶载重线公约》是什么意思
- 《1968年关于修订1924年统一提单若干法律规则的国际公约的议定书》是什么意思
- 《1969年国际船舶吨位丈量公约》是什么意思
- 《1972年国际海上避碰规则公约》是什么意思
- 《1972年国际集装箱安全公约》是什么意思
- 《1972年教育发展令》颁布是什么意思
- 《1972年集装箱海关公约》是什么意思
- 《1973年中等教育课程修订方案》公布是什么意思
- 《1974年国际海上人命安全公约》是什么意思
- 《1974年海上旅客及其行李运输雅典公约》是什么意思
- 《1974年约克-安特卫普规则(1990年修改)》和《1994年约克-安特卫普规则》的对比是什么意思
- 《1974年联合国班轮公会行动守则公约》是什么意思
- 《1975年课程设置》颁布是什么意思
- 《1976年教育法》颁布是什么意思
- 《1976年教育资助法》颁布是什么意思
- 《1976年海事索赔责任限制公约》是什么意思
- 《1976~1981年古巴学校教育改进计划》颁布是什么意思
- 《1978—1985年科学技术发展规划纲要》是什么意思
- 《1978年海员培训、发证和值班标准国际公约》是什么意思
- 《1978年联合国海上货物运输公约》是什么意思
- 《1979年国际海上搜寻救助公约》是什么意思
- 《1980年国际贸易术语解释通则》是什么意思
- 《1982年教育法》颁布是什么意思
- 《1984年课程设置》颁布是什么意思
- 《1986年联合国船舶登记条件公约》是什么意思
- 《1986-2000年全国科学技术发展规划轮廓设想纲要(草案)》是什么意思
- 《1988年制止危及海上航行安全的非法行为公约》是什么意思
- 《1989年国际救助公约》是什么意思
- 《1989~1994年教育现代化纲要》颁布是什么意思
- 《1990年国际油污防备、反应和合作公约》是什么意思
- 《1990年国际贸易术语解释通则》是什么意思
- 《1993年船舶优先权和抵押权国际公约》是什么意思
- 《1995年世界发展报告》发表是什么意思
- 《2000年主要教育目标》颁布是什么意思
- 《2000年前后的世界》是什么意思
- 《21世纪前夕的高中及其教育》的专题报告发表是什么意思
- 《5月35日》是什么意思
- 《73/78国际防止船舶造成污染公约》是什么意思
- 《74号法》通过是什么意思
- 《ANSI-ASME B31.11浆液管道输送系统》是什么意思
- 《ANSI-ASMEB31.4液态烃类和其他液体管道输送系统》是什么意思
- 《ANSI-ASMEB31.8输气和配气管道系统》是什么意思
- 《A战略》是什么意思
- 《Bochner-Riesz》平均是什么意思
- 《GB3100~3102-93量和单位》摘录是什么意思
- 《M型社会》是什么意思
- 《S/Z》是什么意思
- 《Z字形的旅程》是什么意思
- 《Z理论》是什么意思
- 《’77白皮书·日本的教育》发表是什么意思
- 《“571工程”纪要》是什么意思
- 《“七大”工作方针》是什么意思
- 《“下次开船”港》是什么意思
- 《“两个凡是”不符合马克思主义》是什么意思
- 《“五月花号”公约》是什么意思