1.样板设计与制造
样板是与模具某一切面或某一表面(或其投影)相吻合的板状检测工具,其主要作用是对模具几何形状和尺寸进行检测和控制。
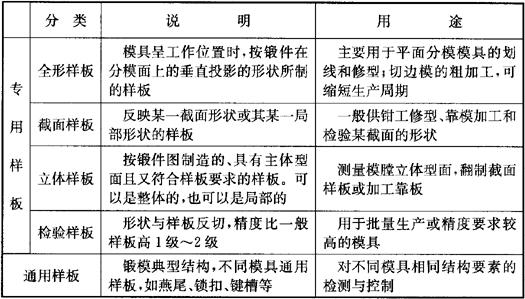
(1)样板的分类和用途
样板主要按工作特性进行分类,其用途见表5.7-26。
表5.7-26 样板分类和用途
注:1.根据模具图分析结构特点、技术要求、模具加工方案。
2.确定测量位置和样板定位基准。
3.明确样板使用方法和要求。
4.计算工艺尺寸和尺寸偏差。
5.绘制样板图并编号,同时在模具图上标注。
6.确定样板加工方案,编写工艺规程。
(2)样板设计
样板的设计是在编制模具工艺规程时进行的,设计步骤如下:
样板设计的基本原则:在能测量模具的全部尺寸(能用通用量具测量的除外)和能满足制模过程中各工序需要的前提下,样板数量尽可能少。
锻模样板的基本要求:
❶ 制造公差:一般取模膛尺寸偏差的2/5~1/5,且凹型面取负值,凸型面取正值。
❷ 表面粗糙度:精锻模样板 Ra<0.63μm~0.2μm
制坯模膛和自由锻胎模模膛样板 Ra<2.5μm~1.6μm
普通锻模样板 Ra<1.25μm~0.4μm
❸ 材料要求:一般不需要热处理,中小样板料厚1mm~2mm,大型样板2mm~5mm。批量生产模具样板需热处理,料厚分别为:中小型3mm~5mm,大型样板5mm~8mm。样板表面可进行适当的防锈处理,如涂(喷)漆、发蓝、镀锌或镀铬等。
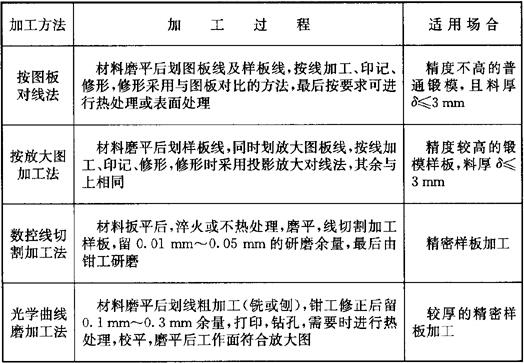
(3)样板的加工方法(表5.7-27)
表5.7-27 样板加工方法
2.锻模外形的加工
锻模外形加工一般都采用常规的加工方法。锻模外形加工的主要结构要素包括支承面和基准面、分模面、锁扣、燕尾、键槽等。加工过程为先粗加工,留精加工余量,热处理后进行精加工、打磨、修光。
大型模具的加工要使用大型设备如龙门铣、龙门刨等。
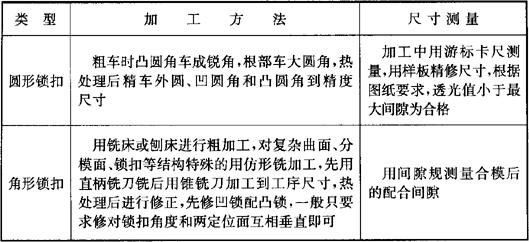
锁扣是锻模特有的,常用的有圆形和角形两类。加工方法见表5.7-28。
表5.7-28 锻模锁扣加工方法
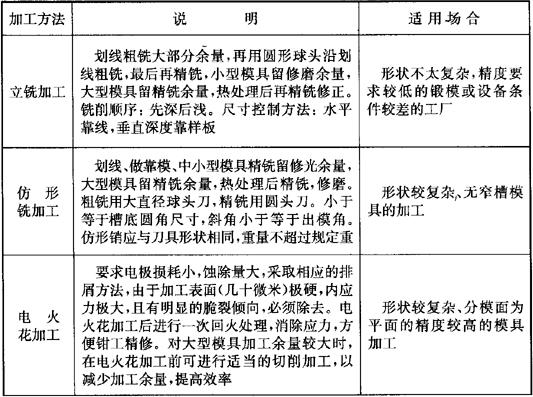
3.模膛加工
锻模模膛加工一般先粗加工,留精加工余量,热处理后进行精加工或钳工修正。常用模膛加工方法见表5.7-29。
表5.7-29 常用模膛加工方法
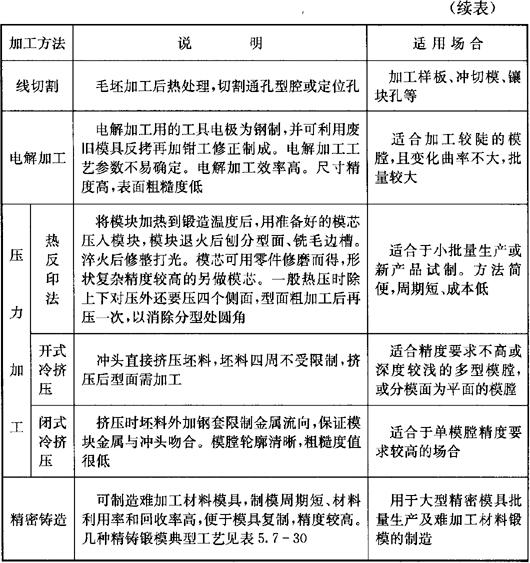
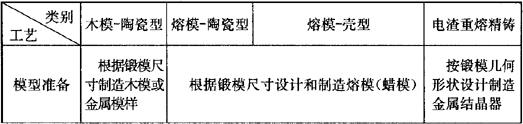
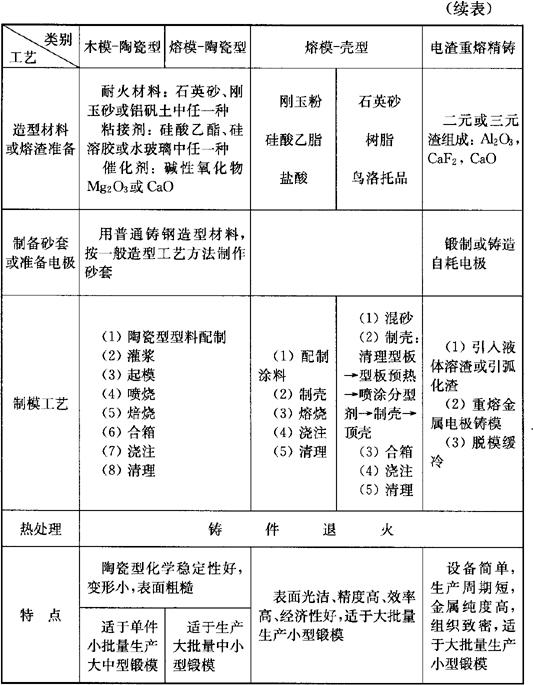
4.精铸锻模典型工艺
精铸锻模的典型工艺见表5.7-30。
表5.7-30 精铸锻模典型工艺
- 周永太是什么意思
- 周永家是什么意思
- 周永年是什么意思
- 周永忠是什么意思
- 周永怀是什么意思
- 周永旭是什么意思
- 周永春是什么意思
- 周永济是什么意思
- 周永清是什么意思
- 周求是什么意思
- 周汇是什么意思
- 周汇川是什么意思
- 周汉是什么意思
- 周汉中集是什么意思
- 周汉卿是什么意思
- 周汉反洋教是什么意思
- 周汉反洋教案是什么意思
- 周汉国公主是什么意思
- 周汉平是什么意思
- 周汉武是什么意思
- 周汉源是什么意思
- 周汝彬是什么意思
- 周汝昌是什么意思
- 周汝沆是什么意思
- 周汝登是什么意思
- 周汝砺是什么意思
- 周汝翼是什么意思
- 周汝舟是什么意思
- 周池是什么意思
- 周沆是什么意思
- 周沆撤室是什么意思
- 周沛是什么意思
- 周沧海是什么意思
- 周沧米是什么意思
- 周治良是什么意思
- 周泂是什么意思
- 周法乾是什么意思
- 周法僧是什么意思
- 周法尚是什么意思
- 周法清是什么意思
- 周法高是什么意思
- 周泗是什么意思
- 周波是什么意思
- 周波山是什么意思
- 周泰是什么意思
- 周泰传是什么意思
- 周泰初是什么意思
- 周泳泰误伤周泳春致死案是什么意思
- 周泽是什么意思
- 周泽南是什么意思
- 周泽恺是什么意思
- 周泽昂《离歌》抒情高中作文是什么意思
- 周泽春是什么意思
- 周泽昭是什么意思
- 周泽民是什么意思
- 周泽甫是什么意思
- 周洁是什么意思
- 周洁夫是什么意思
- 周洛风景区是什么意思
- 周津是什么意思