车削主要用于加工回转体的凸模、凹模、型腔、型芯、螺纹型腔等。
(一)型面的加工
在普通车床上加工型面有两种原理,一为改变刀具切削刃的形状,使之与型面的母线形状吻合。二为改变刀具的运动轨迹,使刀具的运动轨迹与型面的母线一致。其具体方法有双手控制法、样板刀、靠模法。
1.双手控制法
双手控制法是用手工操纵刀架的纵向和横向移动进行成型加工。精度要求不高或型面比较简单的零件,用卡尺和标准圆弧样板测量。精度要求较高、型面较复杂的零件可将整个复杂的型面分成几个简单的型面,依次进行车削,零件的外形靠分型样板和整形样板来测量。双手控制法用于中小型零件的单件小批生产。
2.样板刀
将刀具的刃口磨得和零件被加工部分的型面曲线相同,但凸凹方向相反,使车削出来的型面符合图纸要求。型面的精度主要靠刀具来保证。样板刀适用于加工零件上的大圆角、圆弧槽以及变化范围较小但又比较复杂的型面。样板刀的选择见表5.3-8。
表5.3-8 样板刀的选择
(二)螺纹加工
模具的螺纹型芯、型腔都要求有较高的精度和表面质量,为便于脱模,需要加工带有锥度的型芯。在螺纹型芯和型腔加工时,为使制件符合设计要求还必须考虑收缩率。目前常用对螺纹的中径放收缩量的方法,但有时还必须对螺距放收缩量,因此需要采取一些特殊措施,以加工这些非标准的螺纹。常用的有挂轮法和靠模法。
1.挂轮法
根据计算后的螺距选择车床挂轮齿数。
(1)车床有直连丝杠机构
挂轮齿数为
尾座偏移量L1=(1+K)sinα×L(mm)
(三)定距加工
图5.3-4所示为对拼式塑压模型腔。为了保证组合后型腔外形吻合,加工时先加工好模块外形,并用定位销将模块组合后再车削型腔。为了控制每一个尺寸L的距离,无论在粗车或精车时都要控制车刀的纵向位置,为此必须采用多位行程挡块。
图5.3-5所示为转盘式多位行程挡块。挡块固定在车床床身上,4个可调节螺钉固定在圆盘上,转动套,即可控制4个纵向长度尺寸。
表5.3-9 刀具角度
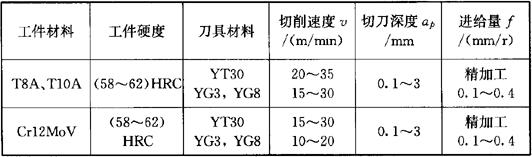
加工淬硬零件时注意事项如下:
(1)表5.3-9为连续切削时的刀具角度,断续切削时,前角和刃倾角的绝对值应适当加大。
(2)YT30硬质合金质地非常脆,刃磨时易崩刃,因此必须选用细颗粒的碳化硅砂轮刃磨,先磨负前角及刃倾角,后磨其他角度,刃磨时刃口向上,用力不可过大,这样可减少崩刃,避免产生裂纹。
(3)要选择刚性好的机床。刀具安装时伸出要短,不得中途停车,尽量减少刀具的冲击。
- 䨐是什么意思
- 䨑是什么意思
- 䨒是什么意思
- 䨓是什么意思
- 䨕是什么意思
- 䨗是什么意思
- 䨘是什么意思
- 䨚是什么意思
- 䨜是什么意思
- 䨝是什么意思
- 䨞是什么意思
- 䨟是什么意思
- 䨠是什么意思
- 䨣是什么意思
- 䨣䨣是什么意思
- 䨤是什么意思
- 䨥是什么意思
- 䨨是什么意思
- 䨬是什么意思
- 䨰是什么意思
- 䨱口是什么意思
- 䨲是什么意思
- 䨳是什么意思
- 䨴是什么意思
- 䨸是什么意思
- 䨹是什么意思
- 䨺是什么意思
- 䨻是什么意思
- 䨻鋴是什么意思
- 䨼是什么意思
- 䨽是什么意思
- 䨿是什么意思
- 䩁是什么意思
- 䩁𣯍是什么意思
- 䩂是什么意思
- 䩂䩇面孔是什么意思
- 䩄是什么意思
- 䩄便是什么意思
- 䩄惧是什么意思
- 䩄汗是什么意思
- 䩄然是什么意思
- 䩄然人面是什么意思
- 䩄然视息是什么意思
- 䩄腆是什么意思
- 䩄觍是什么意思
- 䩄面是什么意思
- 䩄颜是什么意思
- 䩄颜人世是什么意思
- 䩄颜偷息是什么意思
- 䩅是什么意思
- 䩆是什么意思
- 䩇是什么意思
- 䩉是什么意思
- 䩉脸是什么意思
- 䩉車是什么意思
- 䩉车是什么意思
- 䩊是什么意思
- 䩋是什么意思
- 䩌是什么意思
- 䩌眉愁眼是什么意思