1.圆孔翻边毛坯尺寸的确定
(1)平板毛坯上的圆孔翻边(图1.3-3)
预制孔直径
翻边高度
图1.3-5 外缘翻边
其变形程度表示如下:
图1.3-6 常用圆孔翻边凸模的形状和尺寸
(2)内外缘同时翻边的模具结构
图1.3-7是内外缘同时翻边的模具结构简图。翻边时工件坯料采用内孔定位,同时坯料在翻边过程中应很好地压紧。
(3)变薄翻边
当压制有较高的筒形壁工件时,往往需要先拉延再翻边,如果允许变薄,采用变薄翻边,既提高生产率,又能节约材料。
变薄翻边竖边的高度按下式计算:
毛坯底孔d=4mm
图1.3-10 变薄翻边的阶梯形凸模
❸ 对更大的孔翻边时,如果冲床行程不够时,可用两道工序形成,即翻边和变薄翻边。
变薄翻边经常用在平毛坯或半成品的工件上冲制小螺孔(M5以下),图1.3-8所示为小螺孔的翻边法,变薄后的壁部厚度为:
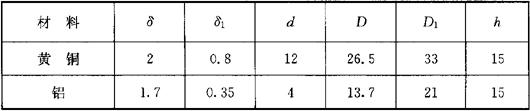
表1.3-4 用阶梯形凸模的变薄翻边尺寸 (mm)
上述例子的翻边高度,尚不是极限尺寸,而是该工件所要求的高度范围。
用阶梯形凸模作变薄翻边时,需要用压板压住毛坯,并且应有足够的浓润滑油。
要使孔壁变得很薄,只有在压床的一次行程中,将其厚度逐渐减小才是可能的,为此,可以用直径逐渐增加的环状凸形的凸模,如图1.3-10所示。
- 令内务部司法部通饬所属禁止体罚文是什么意思
- 令内务部总长慎重用人文是什么意思
- 令内务部晓示人民一律剪辫文是什么意思
- 令内务部禁止买卖人口文是什么意思
- 令内务部通令蛋户惰民等一律享有公权私权文是什么意思
- 令内务部通知革除前清官厅称呼文是什么意思
- 令内务部通饬各省劝禁缠足文是什么意思
- 令内务部通饬各省慎重农事文是什么意思
- 令内务部通饬所属保护人民财产文是什么意思
- 令军市无有女子是什么意思
- 令出如山是什么意思
- 令出惟行是什么意思
- 令原之戚是什么意思
- 令原之戚是什么意思
- 令参是什么意思
- 令史是什么意思
- 令史是什么意思
- 令名是什么意思
- 令名是什么意思
- 令名是什么意思
- 令君是什么意思
- 令君香是什么意思
- 令嗣是什么意思
- 令器是什么意思
- 令堂是什么意思
- 令堂是什么意思
- 令士是什么意思
- 令外交部妥筹禁绝贩卖“猪仔”及保护华侨办法文是什么意思
- 令奴作玺是什么意思
- 令妹是什么意思
- 令妹是什么意思
- 令妻是什么意思
- 令妻是什么意思
- 令姿是什么意思
- 令威是什么意思
- 令威化鹤是什么意思
- 令嫂是什么意思
- 令子是什么意思
- 令子帖是什么意思
- 令官是什么意思
- 令官是什么意思
- 令实业部通告汉口商民建筑市场文是什么意思
- 令尊是什么意思
- 令尹是什么意思
- 令尹是什么意思
- 令尹兮謷謷,羣司兮譨譨。是什么意思
- 令尹子文三仕是什么意思
- 令居是什么意思
- 令崇是什么意思
- 令广东都督严禁贩卖“猪仔”文是什么意思
- 令序是什么意思
- 令式是什么意思
- 令弟是什么意思
- 令弟是什么意思
- 令德是什么意思
- 令德是什么意思
- 令思之对是什么意思
- 令才是什么意思
- 令支是什么意思
- 令政是什么意思