粉末冶金模的加工主要包括阴模、芯棒和模冲的加工。
1.阴模的加工
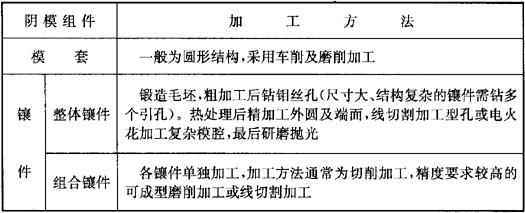
阴模一般由阴模镶件与模套组成,两者通过压配组合。阴模镶件与模套的加工方法见表5.7-31。
表5.7-31 阴模的加工方法
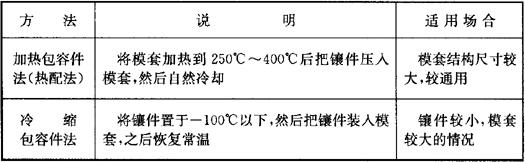
阴模的镶件与模套的配合一般采用过盈配合,过盈量为:工具钢镶件每厘米直径0.015mm。硬质合金镶件每厘米直径0.01mm,常用镶件与模套的压配方法见表5.7-32。
表5.7-32 常用镶件压配方法
2.芯棒的加工
芯棒分圆形和异型两种。
圆形芯棒加工较简单,通常是车削→热处理→磨削→抛光。
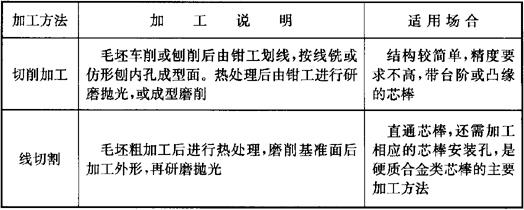
异型芯棒可采用切削加工或线切割加工。其加工方法见表5.7-33。
表5.7-33 异型芯棒的加工方法
3.模冲的加工
模冲为防止粉末的外逸,保证内、外形同轴度,要求模冲外表面与阴模配合,内孔表面与芯棒相配合,径向配合间隙一般为0.0127mm~0.0254mm。加工时常在内、外径配合部后面作成径向尺寸0.127mm~0.254mm的退让尺寸,且修磨成0.0635mm~0.127mm的倒梢,以便进入间隙中的粉末漏出。
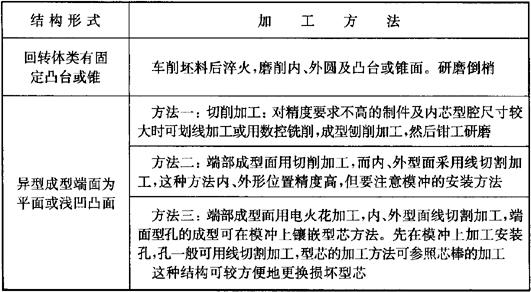
模冲的结构形式及其常用加工方法见表5.7-34。
表5.7-34 模冲的结构形式及常用加工方法
- 包藏祸心是什么意思
- 包藏祸心是什么意思
- 包藏祸心是什么意思
- 包藏祸心是什么意思
- 包藏祸心是什么意思
- 包藏祸心是什么意思
- 包虫病是什么意思
- 包虫病是什么意思
- 包虫病X线诊断学图谱是什么意思
- 包虫病的病原与诊断是什么意思
- 包被是什么意思
- 包袱是什么意思
- 包袱是什么意思
- 包装是什么意思
- 包装是什么意思
- 包装是什么意思
- 包装是什么意思
- 包装是什么意思
- 包装是什么意思
- 包装是什么意思
- 包装是什么意思
- 包装业务收入是什么意思
- 包装业务收费是什么意思
- 包装产业是什么意思
- 包装产业政策是什么意思
- 包装产业结构是什么意思
- 包装价值分析是什么意思
- 包装价格是什么意思
- 包装企业是什么意思
- 包装企业集团是什么意思
- 包装信息是什么意思
- 包装储运指示标志是什么意思
- 包装储运标志是什么意思
- 包装公司是什么意思
- 包装决策是什么意思
- 包装功能是什么意思
- 包装加工市场是什么意思
- 包装劳务市场是什么意思
- 包装印刷市场是什么意思
- 包装商品是什么意思
- 包装商店是什么意思
- 包装器材是什么意思
- 包装回收复用是什么意思
- 包装基准是什么意思
- 包装大检查是什么意思
- 包装展览会、交易会是什么意思
- 包装工作原则是什么意思
- 包装差价是什么意思
- 包装市场是什么意思
- 包装广告是什么意思
- 包装心理学是什么意思
- 包装情报管理是什么意思
- 包装成本管理是什么意思
- 包装技术是什么意思
- 包装技术大全是什么意思
- 包装技术市场是什么意思
- 包装改变风险是什么意思
- 包装效应是什么意思
- 包装文字规定是什么意思
- 包装机是什么意思