6.2.1 数控加工对象的合理选择和加工工序的安排
为充分发挥数控机床的作用,采用数控机床加工的零件可按下述原则选择:采用通用机床加工时,需复杂的专用夹具或很长的调整时间的零件;形状复杂、加工精度高或必须用数学方法确定的曲线、曲面零件;要求精密复制的零件;需多次改型设计的零件;需要钻、镗、铰、锪、攻丝、铣削等多种加工的零件;价值高的零件;需百分之百检验的零件;批量小的零件(如100件以下)。
数控加工程序,可以是整个工艺规程中某一道工序的加工程序,也可以是多道工序的加工程序。对于多道工序,需进行工序划分时,其划分的方法可归纳为三种:1.根据装夹定位划分工序,即将加工部位分成若干部分。每次装夹加工所有可能加工的部分;2.按所用刀具划分工序,即按刀具进行工序集中,在一次装夹中用一把刀加工其所能加工的所有部位,然后换第二把刀,这种方法广泛用于自动换刀数控机床;3.按加工变形因素,将各加工表面分成粗、精加工阶段,先粗加工,再精加工。
6.2.2 装夹方法和对刀点的确定
数控机床所用夹具,除必须专门设计者外,应尽量采用通用或组合夹具。确定装夹的定位基准时,也应尽可能与原始基准(或测量基准)重合,以避免尺寸换算和公差压缩。
数控加工中需确定对刀点。对刀点就是刀具相对零件运动(加工)的起点,也就是程序的起点。对刀点可以选在被加工零件上,也可以选在夹具上,但必须与零件的定位基准保持一定精度的坐标关系。对刀精度要求不高时,可直接用零件或夹具上的某些表面作对刀面。当对刀精度要求较高时,最好在零件上或夹具上制定一个对刀用的工艺孔。这在设计数控加工用夹具时应予注意。
如果在各程序段中需要换刀,有时还需要规定换刀点。为了防止换刀时刀具碰伤零件,换刀点通常规定在零件的外面。
6.2.3 加工路线的确定
加工路线,就是数控加工中刀具中心运动的轨迹。确定加工路线,应首先考虑保证零件的加工精度和表面光洁度,另外还应使数值计算工作简单、程序短,以减少编程工作量和纸带长度。为充分发挥数控机床的效能,应使加工路线最短。
在轮廓铣削时,为保证加工表面的光洁度,切出时最好超过切入点一小段距离后退刀。为保证加工表面的光洁度,还要根据工件材料的不同和铣刀的结构,正确确定加工路线的走向。如对于铝镁合金、钛合金和耐热合金等材料,最好按顺铣的原则确定加工路线的走向,这样对于提高加工光洁度和刀具耐用度都有利。
对于点位控制,一般要求定位精度较高,定位过程尽可能快,空程最短。在点位控制中,不但要确定孔距的坐标路线,而且要确定刀具加工时的轴向尺寸,即轴向加工路线的长度。该长度主要由被加工零件的孔深来决定,但还应考虑有关的辅助尺寸。如图8.5-136所示,其 =Zd+ΔZ+Zρ。式中的Zf为Z向坐标尺寸;Zd为孔深度;ΔZ为引入间距,光面一般取2mm,毛面取5mm;Zρ≈0.3D。为钻尖锥长,D为钻头直径。
=Zd+ΔZ+Zρ。式中的Zf为Z向坐标尺寸;Zd为孔深度;ΔZ为引入间距,光面一般取2mm,毛面取5mm;Zρ≈0.3D。为钻尖锥长,D为钻头直径。
用数控车床加工螺纹时,沿螺距方向(Z向)的进给应和工件(主轴)转动保持严格关系,考虑到Z向从停止状态到达指令指定的进给量(mm/转),以及从指令指定的进给量到停止状态,拖动系统总存在一过渡过程。因此,在安排Z向加工路线时,应设定一定的引入距离l1和超越距离l2,如图8.5-137所示。一般取l1>2mm,l2=l1/K;K是系数,一级螺纹取4.3,二级螺纹取3.6。对于大螺距和高精度螺纹,l1应取较大值。
6.2.4 加工余量的选择
零件的加工余量为各中间工序加工余量的总和。选择工序加工余量,通常应考虑以下因素:
❶ 零件越大,由于切削力、内应力引起的变形也会变大,因此应留有较大的加工余量。
❷ 零件经热处理,会引起变形,故应留有足够的加工余量。
❸ 为能保证达到图纸所规定的表面粗糙度和精度,应留有足够的加工余量,这在最后一道工序尤为重要。
❹ 所采用的加工方法所用设备的刚性以及零件可能发生的变形。过大的切削量会由于切削抗力的增加而引起零件的变形。
为了缩短加工时间,降低零件加工成本,加工余量应尽量取小值。各种加工方法的参考加工余量及所能达到的精度等级见表8.5-40~8.5-46。
表8.5-40 表面加工的余量选择 mm
铣刀的螺旋角 ,以切削面积不变为条件,由下式确定:
,以切削面积不变为条件,由下式确定:
C=BZtg /πD (8.5-125)
/πD (8.5-125)
式中 C=1,2,3,…,为任意整数;B为切削宽度或零件高度;Z为刀刃数。
对于钻削加工所用刀具,当钻削细长孔时,容易折断钻头,除应注意冷却和倒屑外,在钻孔前最好用中心钻钻中心孔,或用刚性较好的短钻头划窝引正(还可代替孔口倒角)。若加工表面较硬,在钻中心孔前可先用硬质合金立铣刀在欲钻孔部位先铣一小平面。加工较大直径的孔时,可用高效率扁钻。加工箱体零件的孔,可采用镶三面刃机夹刀片的钻头,钻削时冷却液可从钻头中心引入,因而可进行高速钻削。还可采用阶梯式钻头,这种钻头的每一阶梯都有自己的螺旋槽,因此比带螺旋槽的复合钻头更容易排屑。
对于镗孔加工所用刀具,在精镗孔时,常采用精镗微调镗刀杆。镗孔除采用单刃镗刀外,还有双刃机夹镗刀,其镗刀头通过接杆与刀柄相连,更换刀片方便,尺寸可调,刚性好,可以进行对称切削。还有供大孔镗削的镗刀系统,其镗刀头部分可在较大范围内进行调整,最大镗孔直径可达1000mm。镗削一组精度不高的孔,可用一把刀完成所有孔的加工之后,再换刀进行第二道镗孔工序,直至最后一道工序。镗削精度高的孔,则须单独完成,以避免坐标移动而带来的误差。
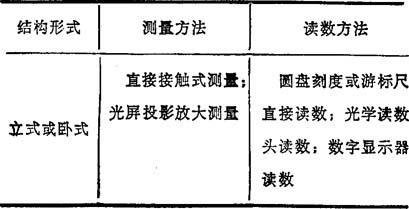
编程时,多数情况要规定刀具的结构尺寸和调整尺寸,尤其是自动换刀数控机床,在刀具安装之前,应根据编程时确定的参数,用预调装置(对刀仪)调整到要求的尺寸。对刀仪的精度级别及测量方式分别见表8.5-68和8.5-69。
表8.5-68 对刀仪的精度级别 mm
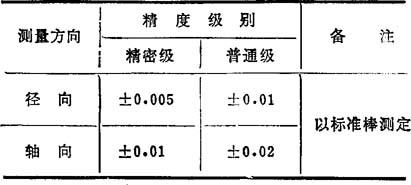
注:重复精度为对刀尺寸精度的一半。通常在一次装夹中,重复测量7次。
表8.5-69 对刀仪的测量方式
- 两虚相得是什么意思
- 两蜗角是什么意思
- 两蝶诗是什么意思
- 两行是什么意思
- 两行中耕机是什么意思
- 两行堤柳关心在,一点淮山入眼来。是什么意思
- 两行客泪愁中落,万树山花雨后残。是什么意思
- 两行斋是什么意思
- 两行灯下泪,一纸岭南书。是什么意思
- 两行画戟森朱户,十丈平桥夹绿槐。是什么意思
- 两行秦树直,万点蜀山尖。是什么意思
- 两行绿树当隋岸,一片春云限楚天。是什么意思
- 两行蜡炬已成灰(打唐诗一句)双照泪痕干是什么意思
- 两行间的距离是什么意思
- 两街是什么意思
- 两街四寺是什么意思
- 两衙是什么意思
- 两衙门是什么意思
- 两衣利用是什么意思
- 两表是什么意思
- 两袒是什么意思
- 两袖晓风花陌,一帘夜雨兰堂。是什么意思
- 两袖清风是什么意思
- 两袖清风两袖秋风是什么意思
- 两袖秋风是什么意思
- 两袖虎溪山上月,一竿渔浦渡头风。是什么意思
- 两被花是什么意思
- 两裆是什么意思
- 两裆铠是什么意思
- 两西是什么意思
- 两西西里王国是什么意思
- 两观是什么意思
- 两观之诛是什么意思
- 两观台是什么意思
- 两角万儿是什么意思
- 两角丱是什么意思
- 两角套汇是什么意思
- 两角笙是什么意思
- 两角菱是什么意思
- 两角蔓是什么意思
- 两角蔓儿是什么意思
- 两言可决是什么意思
- 两讫是什么意思
- 两论是什么意思
- 两设之字是什么意思
- 两设之辞是什么意思
- 两设未定之辞是什么意思
- 两设词是什么意思
- 两设辞是什么意思
- 两诏秦椭量是什么意思
- 两诏量是什么意思
- 两诏铜权是什么意思
- 两诏铜椭量是什么意思
- 两诗记是什么意思
- 两语似平而实侧例是什么意思
- 两说是什么意思
- 两说着是什么意思
- 两课是什么意思
- 两调是什么意思
- 两谢是什么意思