【已知】 Q9=1000.6328
V9=5003.1640
C9=20%
C12=12%
伏辊带出纤维率α4=0.2%
铜网冲边宽度b=2×25mm
抄宽Bm=3190mm,
横向收缩率ε=3.5%
洗伏辊水W3=9639,
伏辊水封水W4=3936.9
伏辊处损纸率α5=1.0%
【计算】 湿纸幅宽Bn= =
= =3306湿纸边占整个湿纸幅宽的比率(进入伏损池)
=3306湿纸边占整个湿纸幅宽的比率(进入伏损池)
x= ×100%=1.4899%进入伏损池的湿损纸量:
×100%=1.4899%进入伏损池的湿损纸量:
Q11′=Hα5=1009.2241×1%=10.0922
冲边量Q″11=x·Q12
Q11=Q11′+Q11″=10.0922+xQ12
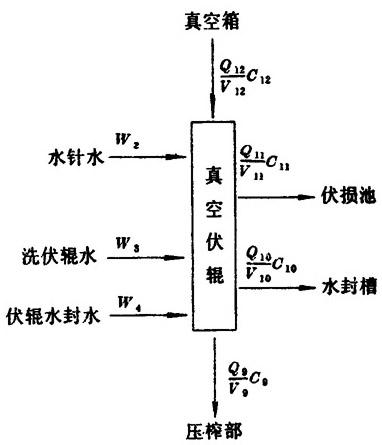
自水带走纤维进入真空室,后进入水封池,
Q10=α4Q12,对伏辊进行平衡,则:
Q12=Q10+Q11+Q9
即Q12=α4Q12+xQ12+Q11′+Q9= =1028.0988
=1028.0988
Q11=10.0922+xQ12=25.4098
Q10=Q12-Q9-Q11=2.0562
V12= =8567.4900
=8567.4900
湿纸切边及引纸水针使用的是687kPa以上的高压水,水针喷孔孔径为1mm,流量系数μ取0.6,则每支水针喷水量:

设纸机日产50t,每日工作22.5h,则生产吨纸所需时间为:

生产每吨纸的湿纸切边及引纸水针(共3根水针)用水量为:

水针切下的湿纸边用冲边水冲入伏损池内;而伏辊内需喷水作水封并起润滑作用.随同白水进入真空室;洗伏辊水流入伏辊池。
- 次净是什么意思
- 次切距是什么意思
- 次列是什么意思
- 次初是什么意思
- 次剧是什么意思
- 次功是什么意思
- 次动词是什么意思
- 次北固山下是什么意思
- 次北固山下 - 唐·王湾是什么意思
- 次北固山下 王湾是什么意思
- 次北固山下 - 王湾 - 客路青山外,行舟绿水前。潮平两岸阔,风正一帆悬。海日生残夜,江春入旧年。乡书何处达?归雁洛阳边。是什么意思
- 次北固山下(王湾)是什么意思
- 次区域合作是什么意思
- 次区域性经济组织是什么意思
- 次区域集团是什么意思
- 次华是什么意思
- 次印是什么意思
- 次卷是什么意思
- 次卿是什么意思
- 次县是什么意思
- 次友是什么意思
- 次友人春别是什么意思
- 次发达是什么意思
- 次叔是什么意思
- 次取是什么意思
- 次叙是什么意思
- 次口径弹是什么意思
- 次口径炮弹是什么意思
- 次口径穿甲弹是什么意思
- 次同是什么意思
- 次后是什么意思
- 次后头沟是什么意思
- 次后来是什么意思
- 次君是什么意思
- 次周是什么意思
- 次品是什么意思
- 次品仂语是什么意思
- 次品修饰语是什么意思
- 次品句子形式是什么意思
- 次品否定词是什么意思
- 次品市场是什么意思
- 次品率是什么意思
- 次品补语是什么意思
- 次品词是什么意思
- 次品谓语形式是什么意思
- 次商是什么意思
- 次噶俄仁巴是什么意思
- 次回是什么意思
- 次国是什么意思
- 次国上卿是什么意思
- 次国二军是什么意思
- 次基本元音是什么意思
- 次声是什么意思
- 次声引信是什么意思
- 次声损伤是什么意思
- 次声探测法是什么意思
- 次声武器是什么意思
- 次声波探测仪是什么意思
- 次声波武器是什么意思
- 次声的生物效应是什么意思