1.模具用铸件的分类
各种模具铸件大致可分三大类:
(1)底板、模座、框架类零件。如冷冲模底板、锻造用的剪切模座、压力机模座以及大型塑压模框架等。
(2)大型拉深模零件。
(3)锻模模体及电渣堆焊复合锻模需用的板极等。
2.模具铸件的技术条件
(1)铸件的化学成分和力学性能应符合图纸规定的材料牌号标准。
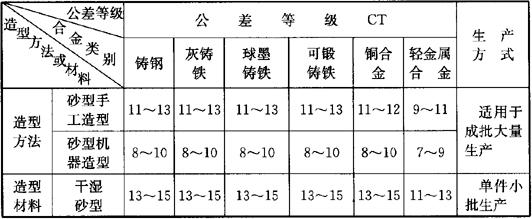
(2)铸件的尺寸公差数值(表5.1-9)应符合图纸规定的尺寸要求。铸件的尺寸公差等级可参考表5.1-10选取。
表5.1-9 铸件尺寸公差数值 (mm)(摘自GB6414-1986)
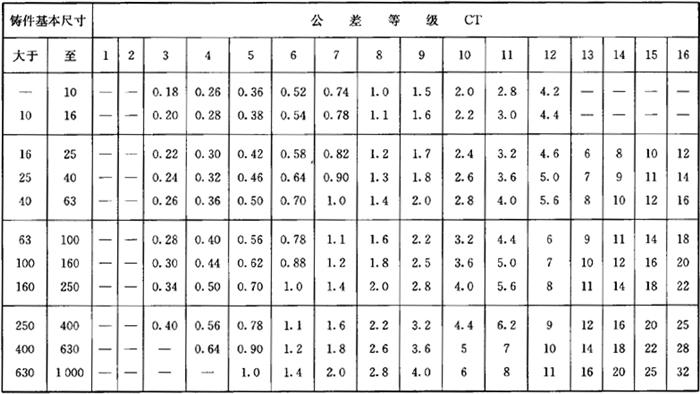
注:1.CT1和CT2没有规定公差值,是为将来可能要求更精密的公差保留的。
2.CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2级~3级。
3.公差带一般情况下应对称分布,即公差的一半取正值,另一半取负值。
表5.1-10 铸件的尺寸公差等级 (摘自GB6414-1986)
(3)铸件非加工表面壁厚和筋厚偏差如表5.1-11。
表5.1-11 铸件非加工表面壁厚和筋厚偏差 (mm)
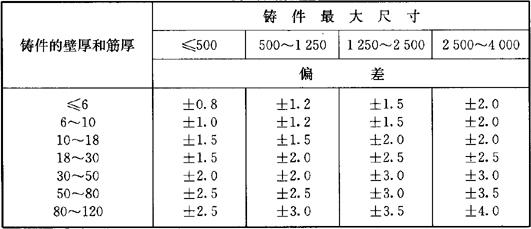
注:若铸造采用型与芯、芯与芯方式形成壁厚或筋厚时,其偏差可比表中数值增大30%。
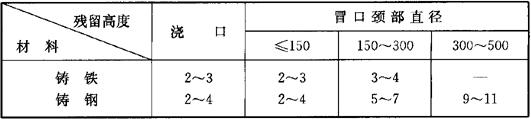
(4)非加工表面上浇冒口允许的残留高度如表5.1-12。
表5.1-12 铸件非加工表面上浇冒口允许的残留高度(mm)
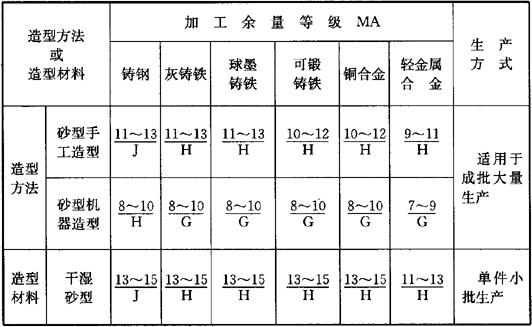
(5)与铸件尺寸公差配套使用的机械加工余量,见表5.1-13。与铸件尺寸公差配套使用的铸件机械加工余量等级可参考表5.1-14选取。
表5.1-13 与铸件尺寸公差配套使用的机械加工余量
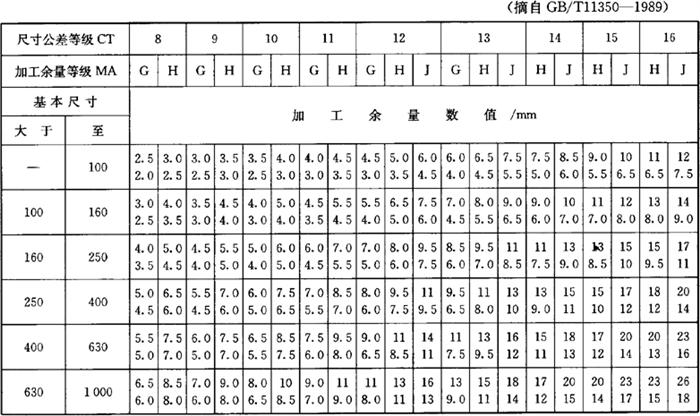
注:表中每栏有两个加工余量数值,上面的数值为以一侧为基准,进行单侧加工的加工余量值,下面的数值为进行双侧加工时每侧的加工余量值。
表5.1-14 与铸件尺寸公差配套使用的铸件机械加工余量等级 (摘自GB6414-1986)
(6)铸件表面质量要求
❶ 铸件表面应清砂处理,去除残留砂子和其他杂物。
❷ 铸件表面的夹砂结疤应去除干净。
❸ 应去除铸件的飞边和毛刺,其残留高度不大于1mm~3mm。
(7)铸件内部质量要求
❶ 铸件内部特别是邻近工作面处,不允许有气孔、砂眼、裂纹等缺陷。
❷ 热锻模模体及受冲击负荷较大的铸件,应采用磁力、超声波等方法检验内部质量。
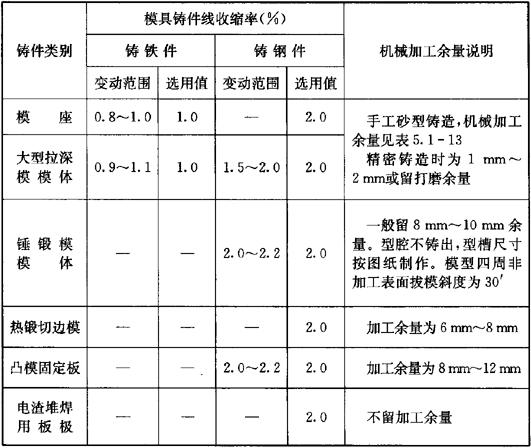
3.模具铸件线收缩率及加工余量(表5.1-15)
表5.1-15 模具铸件线收缩率及加工余量
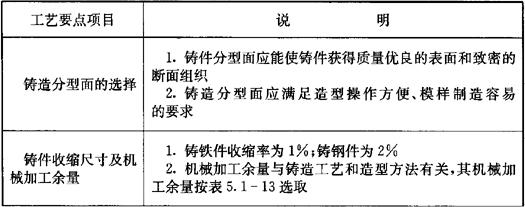
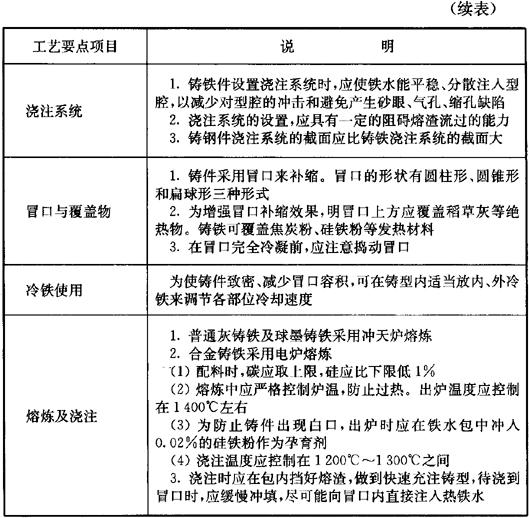
4.铸件工艺要求(表5.1-16)
表5.1-16 铸件工艺要求
5.浇冒口的去除和缺陷的修补
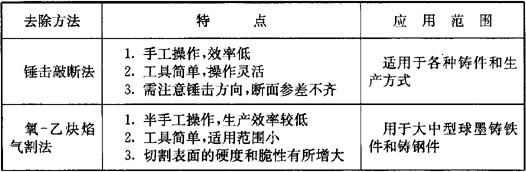
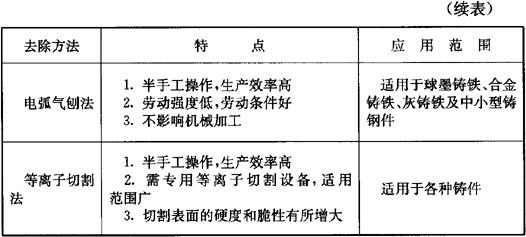
(1)铸件浇冒口的去除(表5.1-17)
表5.1-17 铸件浇冒口的去除
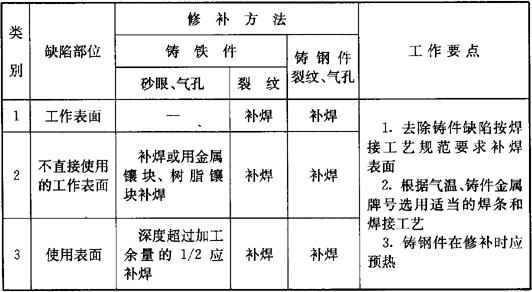
(2)铸件缺陷修补(表5.1-18)
表5.1-18 各类铸件修补方法
- 子和传是什么意思
- 子哥是什么意思
- 子哩是什么意思
- 子哩倽是什么意思
- 子唯是什么意思
- 子啼是什么意思
- 子善是什么意思
- 子喑是什么意思
- 子嗟是什么意思
- 子嗣是什么意思
- 子嗣艰难是什么意思
- 子嗽是什么意思
- 子嘉是什么意思
- 子器是什么意思
- 子囊是什么意思
- 子囊乞旅于秦是什么意思
- 子囊伐吴是什么意思
- 子囊伐宋侵鲁是什么意思
- 子囊伐郑是什么意思
- 子囊伐陈是什么意思
- 子囊围陈是什么意思
- 子囊壳是什么意思
- 子囊孢子是什么意思
- 子囊救郑是什么意思
- 子囊果是什么意思
- 子囊盘是什么意思
- 子囊腔是什么意思
- 子囊菌亚门是什么意思
- 子囝是什么意思
- 子囝人是什么意思
- 子回是什么意思
- 子围杀郏敖是什么意思
- 子固是什么意思
- 子固不凡(打聊目一)仙是什么意思
- 子固非鱼是什么意思
- 子国是什么意思
- 子国、子耳侵蔡是什么意思
- 子国侵蔡是什么意思
- 子图是什么意思
- 子圉进谗是什么意思
- 子國是什么意思
- 子在川上曰:“逝者如斯夫!不舍昼夜。”是什么意思
- 子在川上曰:逝者如斯夫!不舍昼夜。是什么意思
- 子在齐闻韶,三月不知肉味。是什么意思
- 子圭是什么意思
- 子地是什么意思
- 子场是什么意思
- 子均是什么意思
- 子坊是什么意思
- 子坑是什么意思
- 子坚是什么意思
- 子坤是什么意思
- 子垂是什么意思
- 子城是什么意思
- 子埝是什么意思
- 子培是什么意思
- 子堂是什么意思
- 子塞是什么意思
- 子墙是什么意思
- 子墨是什么意思