(一)精密平面磨床成型磨削
成型磨削是模具零件成型表面精加工的一种主要方法,具有精度高和生产效率高等优点。
模具零件的几何形状,一般都是由若干平面、斜面和圆柱面组成,即其轮廓由直线、斜线和圆弧等简单线条所组成。成型磨削的基本原理,就是把构成零件形状的复杂几何形线,分解成若干简单的直线、斜线和圆弧,然后进行分段磨削,使构成零件的几何形线互相连接圆滑、光整,达到图面的技术要求。
成型磨削可以在成型磨床、平面磨床、万能工具磨床和工具曲线磨床上进行。但采用平面磨床加附件,是用得比较广泛的一种成型磨削。常用平面磨床国内的有MM7112、MM7120A,国外的有618、818等。其精度要求是:砂轮轴的轴向圆跳动≤0.005mm;砂轮轴中心线对工作台的平行度,在200mm测量长度上应小于0.01mm;砂轮轴定心锥面的圆跳动≤0.005mm。台面纵向液压速度2m/min~24m/min。
常用的成型磨削有两种方法:
(1)成型砂轮磨削法
即利用砂轮修整工具,将砂轮修整成与工件形面相吻合的相反面,然后用此砂轮磨削工件,获得所需要的形状与尺寸。
(2)夹具磨削法
即将工件装在成型磨削夹具上,在加工过程中,利用夹具使工件按要求倾斜角度或回转,磨出成型面。
在模具零件制造中,上述两种方法可以综合使用。
1.成型磨削时砂轮的选择(表5.5-15)
表5.5-15 成型磨削时砂轮的选择
表5.5-16 卧式砂轮圆弧修整夹具使用方法
工件通过夹具和螺钉与转盘连接,用手轮转动蜗杆,通过蜗轮带动主轴和分度盘旋转,这样工件也就绕夹具中心旋转。
分度部分控制夹具的回转角度。正弦分度盘上有刻度,当对工件回转角度要求不高时,可通过角度游标直接读出转过的角度数值。回转角度要求精确时,可用分度盘上四个正弦圆柱和基准板之间垫块规的方法来控制夹具回转角度,其精度可达10″~30″。
由纵滑板和横滑板组成的十字滑板,与四个正弦圆柱的中心连线准确重合。旋转丝杠1和丝杠2,可使工件在互相垂直的两个方向上移动。
图5.5-9为万能夹具装夹工件的方法。图(a)为精密平口钳用螺钉固装在万能夹具的转盘上。图(b)为用小型磁力台装夹工件,工件必须以平面定位,适于磨削小而薄的工件、非封闭形的工件。图(c)为工件上预制装夹用的螺孔,工件用螺钉、等高垫柱固装在转盘上,用以磨削较大的封闭形工件,垫柱一般用1根~4根,长度为70mm~90mm。
(二)光学曲线磨床磨削
1.光学曲线磨床
(1)机床
光学曲线磨床结构如图5.5-10所示,工件固定在坐标工作台上,可以做纵向和横向运动,而且可以在一定范围内做升降运动。砂轮做旋转运动的同时,在砂轮架的垂直导轨上做自动直线往复运动。此外,砂轮架还可做纵向和横向的送进(手动),及绕垂直轴转动和沿弧形导轨绕水平轴转动。
光屏上有工件的放大图,把加工件和砂轮的外形也放大到光屏上,将工件的投影与放大图做直接对比而同时进行磨削,直到工件符合放大图所示的形状为止。只要放大图绘得准确,砂轮的磨损影响小,就能获得较高的精度。磨削表面粗糙度可达Ra0.4μm~0.2μm。
(2)光学曲线磨床主要技术规格
光学曲线磨床主要技术规格见表5.5-19。
表5.5-19 光学曲线磨床主要技术规格 (mm)
图5.5-11 分段绘制放大图
3.工件的装夹和定位
由于光学曲线磨床磨削的工件一般尺寸很小,故工件是先用各种装夹工具装夹,然后再将装夹工具固定在工作台上。
工件定位找正的步骤为:
❶ 将放大图的十字中心线对准机床光屏面上的中心标记,这样即表示放大图的十字中心线已与机床工作面的纵横向平行。
❷ 将装夹工具的测量棱边对准放大图的十字中心线或拼模线。
❸ 分段磨削时的定位见图5.5-12,首先使工件的拼合面b对准放大图拼合线b′,然后移动工作台使工件外形基面a对准放大图上a′中心线,再用工件图上A的块规垫入机床纵向工作台,控制机床的纵向移动距离,工件即被定位。
❹ 当工件尺寸很小、能在一次投影中磨完全部型面时,将工件外形对准放大图基准线进行定位。
4.砂轮的选择
光学曲线磨床磨削的特点是以逐点磨削的方式加工工件,因此砂轮的磨削接触面小,磨削点的磨粒易脱落,所以选用的砂轮应比用平面磨床所用的成型砂轮硬1~2小级,常见的砂轮形状见表5.5-20。
表5.5-20 常用砂轮形状
常用坐标磨床的主要技术规格见表5.5-22。
表5.5-22 坐标磨床的主要技术规格
(2)精修整
精修整是用装有金刚石笔的修整夹具进行修整,如图5.5-15所示。
精修整进给量可按砂轮直径与芯轴直径确定,一般修整进给量为0.005mm,进给量大于0.015mm时就可能使金刚石的切削刃破损。所以一般先用低速修整,进给量为0.005mm,然后逐步提高转速直到正常的磨削速度,进给量为0.0025mm。要注意在整形修整时,砂轮径向受力较大,对于直径较小的芯轴容易产生弹性变形。因此,在开始修整时要尽量缩短芯轴的夹持长度,待到精修时再将芯轴按磨削安全长度夹持进行精修整。
6.坐标磨削实例介绍
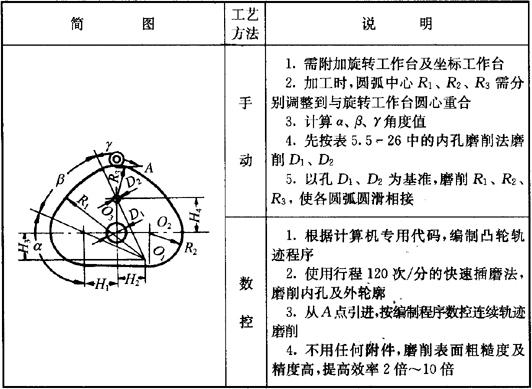
用手动坐标磨床与数控连续轨迹坐标磨床,对同一工件磨削的工艺方法比较见表5.5-27。
表5.5-27 坐标磨床磨削工艺方法
- 船库是什么意思
- 船底下放鞭炮是什么意思
- 船底下无水怎推板是什么意思
- 船底不漏针,漏针没外人是什么意思
- 船底和船侧间的弯曲部分是什么意思
- 船底外板是什么意思
- 船底座是什么意思
- 船底油漆条款是什么意思
- 船底系统是什么意思
- 船底苔是什么意思
- 船底防腐剂是什么意思
- 船开始航行是什么意思
- 船开才买票是什么意思
- 船式拖拉机是什么意思
- 船式飞机是什么意思
- 船形发式是什么意思
- 船形土坑葬是什么意思
- 船形屋是什么意思
- 船形帽是什么意思
- 船形彩陶壶是什么意思
- 船形扣针是什么意思
- 船形拖拉机是什么意思
- 船形斧是什么意思
- 船形胶鞋是什么意思
- 船形香碟是什么意思
- 船怕没舵,人怕没志是什么意思
- 船战令是什么意思
- 船户是什么意思
- 船户偷匿客货案是什么意思
- 船户行窃案是什么意思
- 船户谋客案是什么意思
- 船户谋财害命案是什么意思
- 船打烂了才来请梢公是什么意思
- 船扤扤是什么意思
- 船损坏不能航行是什么意思
- 船损记录是什么意思
- 船掌握方向的装置是什么意思
- 船排是什么意思
- 船摆摆是什么意思
- 船政司是什么意思
- 船政司副官是什么意思
- 船政司司长是什么意思
- 船政大臣是什么意思
- 船政学堂是什么意思
- 船政學堂是什么意思
- 船政招商局是什么意思
- 船料是什么意思
- 船料税是什么意思
- 船方不负责卸货费是什么意思
- 船方不负责装卸、理舱和平舱费是什么意思
- 船方不负责装卸费是什么意思
- 船方不负责装货费是什么意思
- 船旗是什么意思
- 船旗国是什么意思
- 船旗国法是什么意思
- 船旗国管辖是什么意思
- 船无水不行,事无钱不成是什么意思
- 船无水难行,鸟无翼难飞是什么意思
- 船时是什么意思
- 船有好舵手,不怕浪头高是什么意思